

 Промышленность
ПромышленностьПохожие презентации:










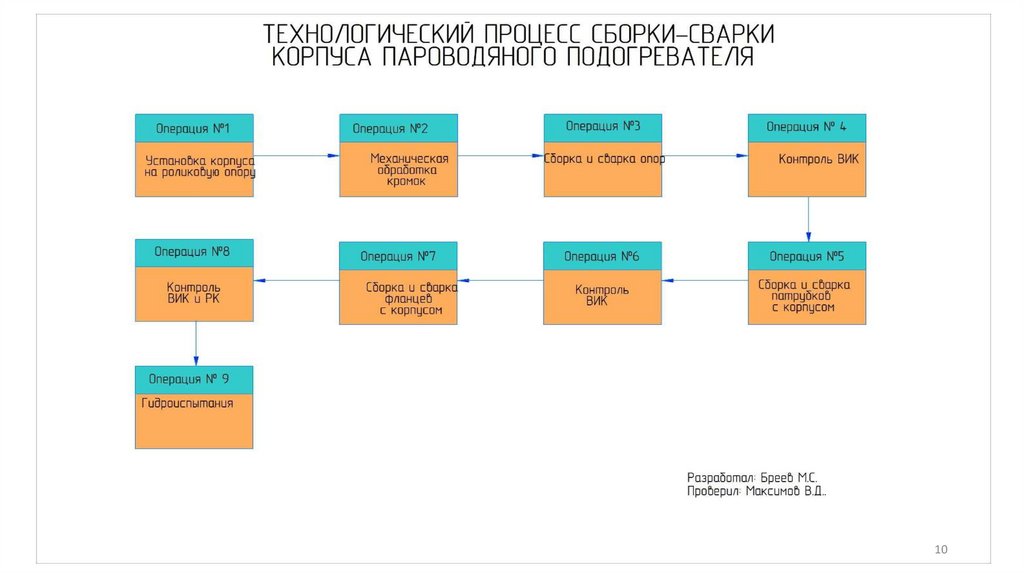
Технология сборки и сварки корпуса пароводяного подогревателя
1.
МИНОБРНАУКИ РОССИИФедеральное государственное бюджетное образовательное учреждение
высшего образования
«Саратовский государственный технический университет имени Гагарина
Ю.А.»
(СГТУ имени Гагарина Ю.А.)
ПРОФЕССИОНАЛЬНО-ПЕДАГОГИЧЕСКИЙ КОЛЛЕДЖ
ВЫПУСКНАЯ КВАЛИФИКАЦИОННАЯ РАБОТА
на тему «Технология сборки и сварки корпуса пароводяного
подогревателя»
Разработал
Студент гр. СП-941
Бреев Максим Сергеевич
Саратов 2023
2.
•Цель дипломного проекта: Выбортехнологии сборки и сварки корпуса
пароводяного подогревателя.
•, выбор технологической оснастки,
определение экономической
эффективности выбранных решений.
2
3.
34.
45.
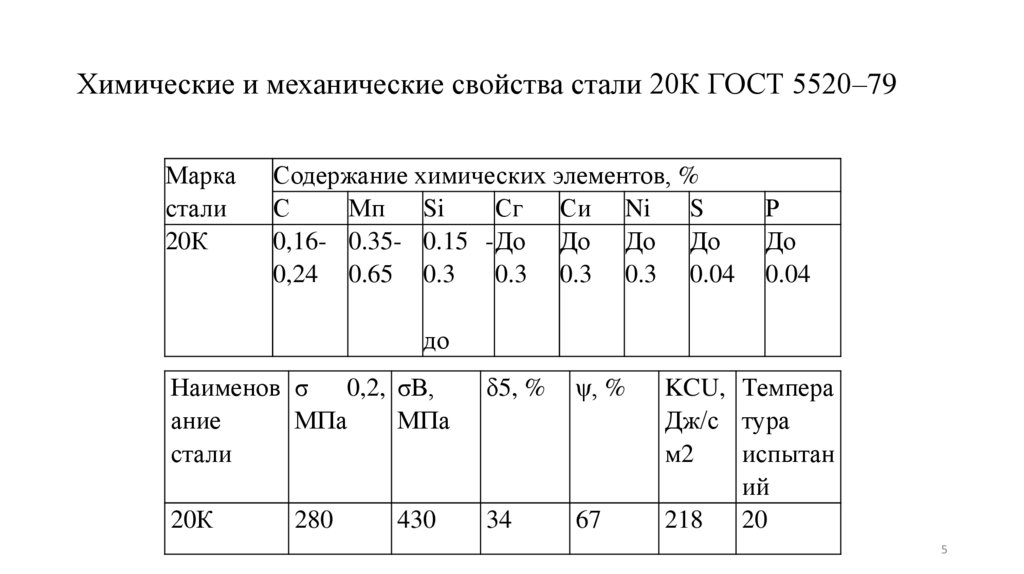
Химические и механические свойства стали 20К ГОСТ 5520–79Марка
стали
20К
Содержание химических элементов, %
С
Мп Si
Сг Си Ni
S
0,16- 0.35- 0.15 - До До До До
0,24 0.65 0.3
0.3 0.3 0.3 0.04
Р
До
0.04
до
Наименов σ
0,2, σВ,
ание
МПа
МПа
стали
δ5, %
ψ, %
20К
34
67
280
430
KCU, Темпера
Дж/с тура
м2
испытан
ий
218
20
5
6.
67.
78.
Технические характеристики полуавтоматаПДГО-510 с, выпрямителем ВДУ-506С
ВДУПДГО-510
506С
Напряжение питающей сети, В
3х380
Частота питающей сети, Г ц
50
Номинальный сварочный ток, А (ПВ, %)
500(60%)
Пределы регулирования сварочного тока, А
50-500
Напряжение холостого хода, В, не более
85
Номинальное рабочее напряжение, В
50
48
Диаметр электрода, электродной проволоки,
мм, стальная
1.2
-2.0
Порошковая
-
1.6-3.2
Скорость подачи электродной проволоки, м/ч
-
70-1000
Мощность привода, Вт
-
120
Потребляемая мощность, кВА, не более
34
-
Масса, кг, не более
260
15
8
9.
910.
1011.
Импульсный дефектоскоп ПАМИР-200Величина дозы, мР600
Рабочее напряжение, кВ200
Масса излучателя, кг5
Фокусное пятно, мм3
Габариты излучателя, мм405×114×210
Метод просвечивания Панорамный
МАКСИМАЛЬНАЯ ТОЛЩИНА
ПРОСВЕЧИВАНИЯ
D7 + Pb, мм15
F8 + RCF, мм20
F8 + NDT1200, мм30
11
12.
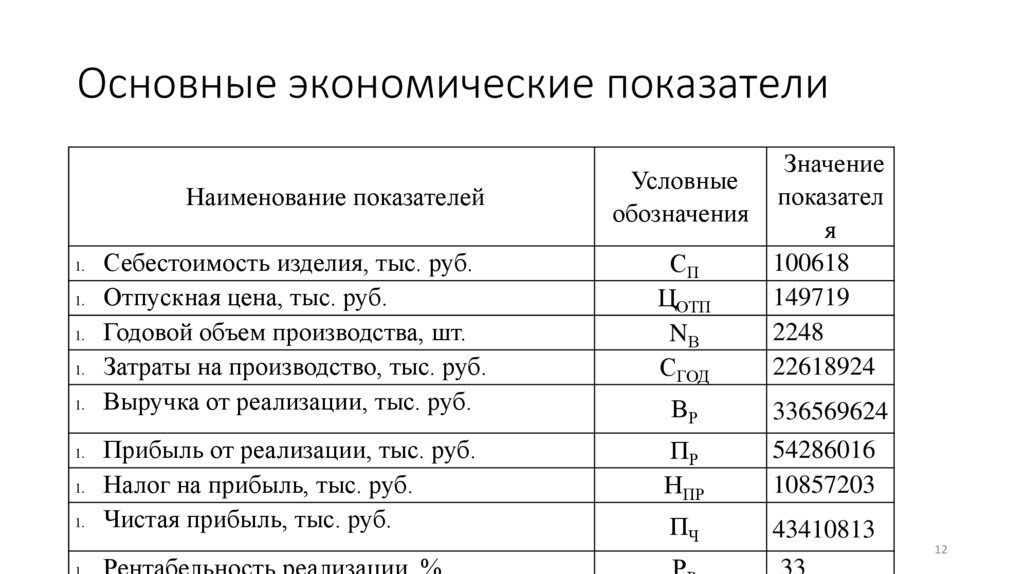
Основные экономические показателиНаименование показателей
1.
1.
1.
1.
1.
1.
1.
1.
1.
Себестоимость изделия, тыс. руб.
Отпускная цена, тыс. руб.
Годовой объем производства, шт.
Затраты на производство, тыс. руб.
Выручка от реализации, тыс. руб.
Прибыль от реализации, тыс. руб.
Налог на прибыль, тыс. руб.
Чистая прибыль, тыс. руб.
Рентабельность реализации, %
Значение
Условные
показател
обозначения
я
100618
СП
149719
ЦОТП
2248
NВ
22618924
СГОД
ВР
336569624
ПР
НПР
54286016
10857203
ПЧ
43410813
12
33
13.
1314.
Заключение• Для увеличения производительности и улучшения условий труда для
работающих, а также повышения качества сварных швов произведена
замена ручной дуговой сварки на механизированную плавящимся
электродом в среде защитных газов, чем достигается экономия
материальных ресурсов.
• При сварке элементов сварной конструкции: фланцев к корпусу, патрубков
к корпусу, опор к корпусу позволяют обеспечить следующие техникоэкономические показатели:
• - стабильность производства;
• - качество сварных швов;
• - снижение затрат на материалы;
• Предлагаемая технология сварки обеспечивает экономическую
14