

 Математика
МатематикаПохожие презентации:






")



«Вал ступенчатый» на основании исследования геометрической информации файлов систем автоматизированного проектирования
1.
Рузаевский институт машиностроения.ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ
«НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ
МОРДОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ИМ. Н. П. ОГАРЁВА»
Рузаевский институт машиностроения (филиал)
Кафедра технологии машиностроения
Автоматизация выбора технологических баз деталей типа
«Вал ступенчатый» на основании исследования геометрической
информации файлов систем автоматизированного
проектирования
Автор магистерской работы
О.Н. Ивина
Руководитель работы
канд. техн. наук, доц.
Э.В. Митин
Рузаевка 2024
2.
Рузаевский институт машиностроения.Цели и задачи
Цель данной магистерской диссертации повышение качества
проектных решений при проектировании технологических
процессов механической обработки.
Метод исследования применяемые при выполнении
магистерской диссертации: Методы аналитической геометрии в
пространстве и основные положения теории базирования и
размерного анализа .
Основные задачи работы:
1 Изучение и анализ специфики преставления построения
поверхностей параллепипеда, цилиндра, конуса и тора в dxf
файле;
2 Построении детали «Вал ступенчатый» в dxf файле
3 Выбор технологических баз для механической обработки
детали «Вал ступенчатый»
3.
Рузаевский институт машиностроения.Укрупненная схема проектирования технологических
процессов механической обработки
К онструкторская
модель детали
Технологическая
модель детали
Проектирование структуры
ТП
К оррекция
структуры
Расчет
параметров ТП
К оррекция
параметров
Размерный
анализ
Да
Нет
Возможность
изменения
параметров ?
Нет
Геометрическая
точность и качество
поверхностей
обеспечивается ?
Да
Печать
документации
4.
Рузаевский институт машиностроения.Определение положения поверхностей в трехмерном
пространстве
Z`
Z
k`
a3
i` O`
Y`
j`
X`
k
i
j
O
а2
Y
а1
X
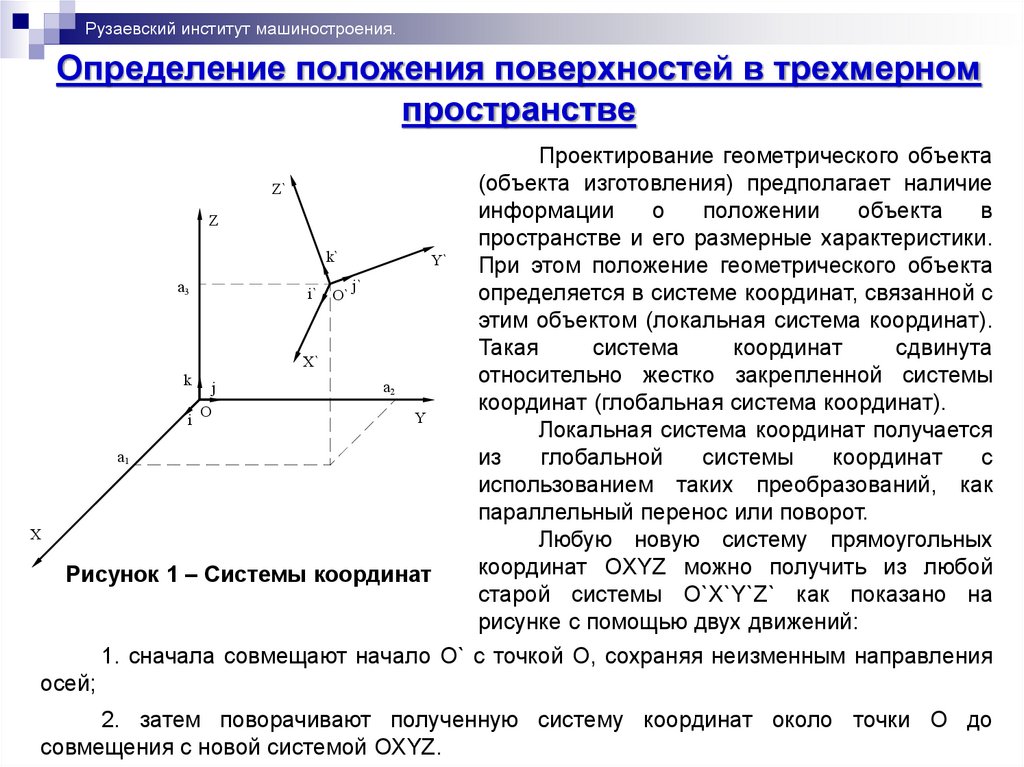
Рисунок 1 – Системы координат
Проектирование геометрического объекта
(объекта изготовления) предполагает наличие
информации
о
положении
объекта
в
пространстве и его размерные характеристики.
При этом положение геометрического объекта
определяется в системе координат, связанной с
этим объектом (локальная система координат).
Такая
система
координат
сдвинута
относительно жестко закрепленной системы
координат (глобальная система координат).
Локальная система координат получается
из
глобальной
системы
координат
с
использованием таких преобразований, как
параллельный перенос или поворот.
Любую новую систему прямоугольных
координат OXYZ можно получить из любой
старой системы O`X`Y`Z` как показано на
рисунке с помощью двух движений:
1. сначала совмещают начало O` с точкой O, сохраняя неизменным направления
осей;
2. затем поворачивают полученную систему координат около точки О до
совмещения с новой системой OXYZ.
5.
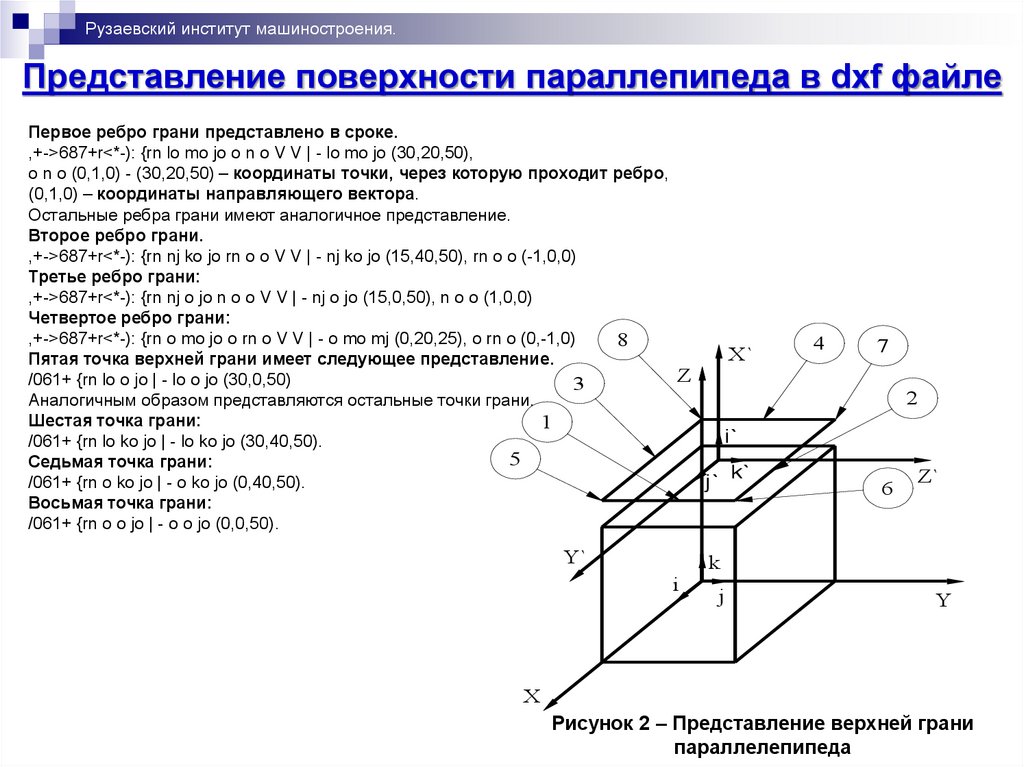
Рузаевский институт машиностроения.Представление поверхности параллепипеда в dxf файле
Первое ребро грани представлено в сроке.
,+->687+r<*-): {rn lo mo jo o n o V V | - lo mo jo (30,20,50),
o n o (0,1,0) - (30,20,50) – координаты точки, через которую проходит ребро,
(0,1,0) – координаты направляющего вектора.
Остальные ребра грани имеют аналогичное представление.
Второе ребро грани.
,+->687+r<*-): {rn nj ko jo rn o o V V | - nj ko jo (15,40,50), rn o o (-1,0,0)
Третье ребро грани:
,+->687+r<*-): {rn nj o jo n o o V V | - nj o jo (15,0,50), n o o (1,0,0)
Четвертое ребро грани:
,+->687+r<*-): {rn o mo jo o rn o V V | - o mo mj (0,20,25), o rn o (0,-1,0)
8
X`
Пятая точка верхней грани имеет следующее представление.
Z
/061+ {rn lo o jo | - lo o jo (30,0,50)
3
Аналогичным образом представляются остальные точки грани.
Шестая точка грани:
1
i`
/061+ {rn lo ko jo | - lo ko jo (30,40,50).
5
Седьмая точка грани:
k`
/061+ {rn o ko jo | - o ko jo (0,40,50).
j`
Восьмая точка грани:
/061+ {rn o o jo | - o o jo (0,0,50).
Y`
4
7
2
6
Z`
k
i
j
Y
X
Рисунок 2 – Представление верхней грани
параллелепипеда
6.
Рузаевский институт машиностроения.Представление поверхности цилиндра в dxf файле
Z
X`
1
i`
j`
Y`
k`
Z`
j
Y
k
i
X
Рисунок 3 – Представление цилиндрической
поверхности
Информация
о
параметрах,
определяющих
цилиндрическую
поверхность
представлена
в
следующей строке:
<01:r,*-9><: {rn o o jo o o n ko o o n V V o n o V V V V |.
Строка <01:r,*-9><: содержит информацию о
положении в глобальной системе координат
цилиндрической
поверхности,
которая
представляется
девятью
параметрами
три
параметра.
o o jo (0,0,50) – координаты центра локальной
системы
координат,
определяющей
цилиндрическую поверхность (в глобальной системе
координат), следующие три параметра
o o n (0,0,1) - представляют координаты вектора,
проведенного из начала глобальной системы
координат,
определяющего
направление
оси
цилиндрической
поверхности,
последние
три
параметра
ko o o (40,0,0) - представляют координаты точки в
локальной системе координат, связанной с
цилиндрической поверхностью, расстояние от
которой до оси, в плоскости перпендикулярной оси
вращения, есть радиус ее основания.
7.
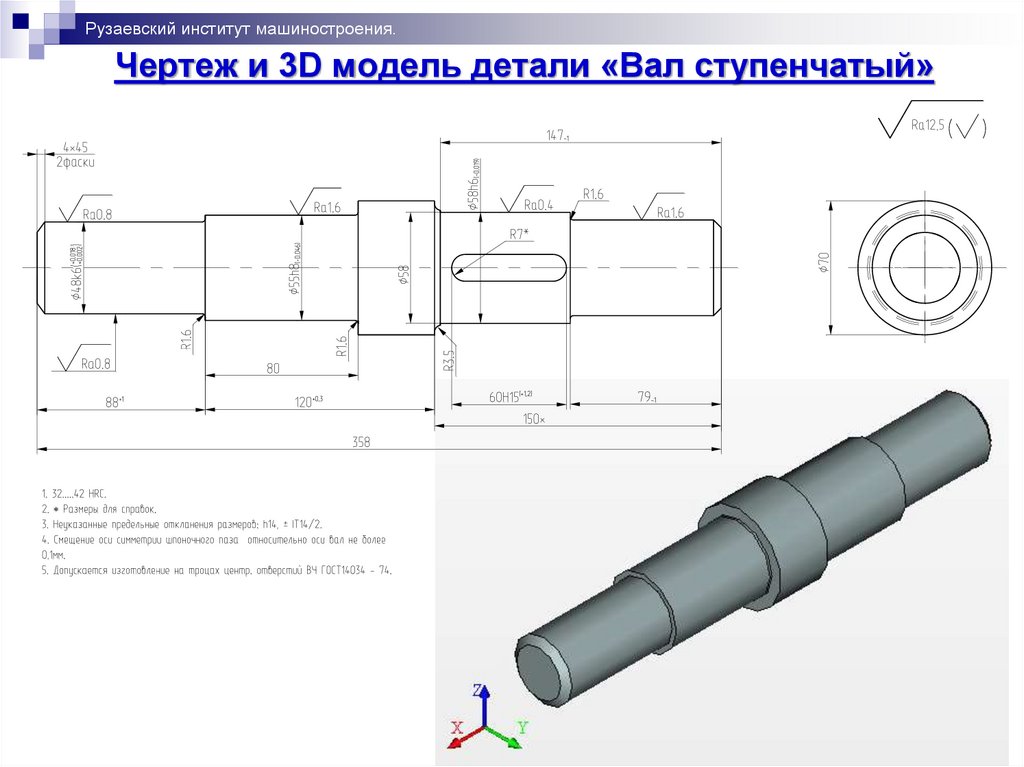
Рузаевский институт машиностроения.Чертеж и 3D модель детали «Вал ступенчатый»
8.
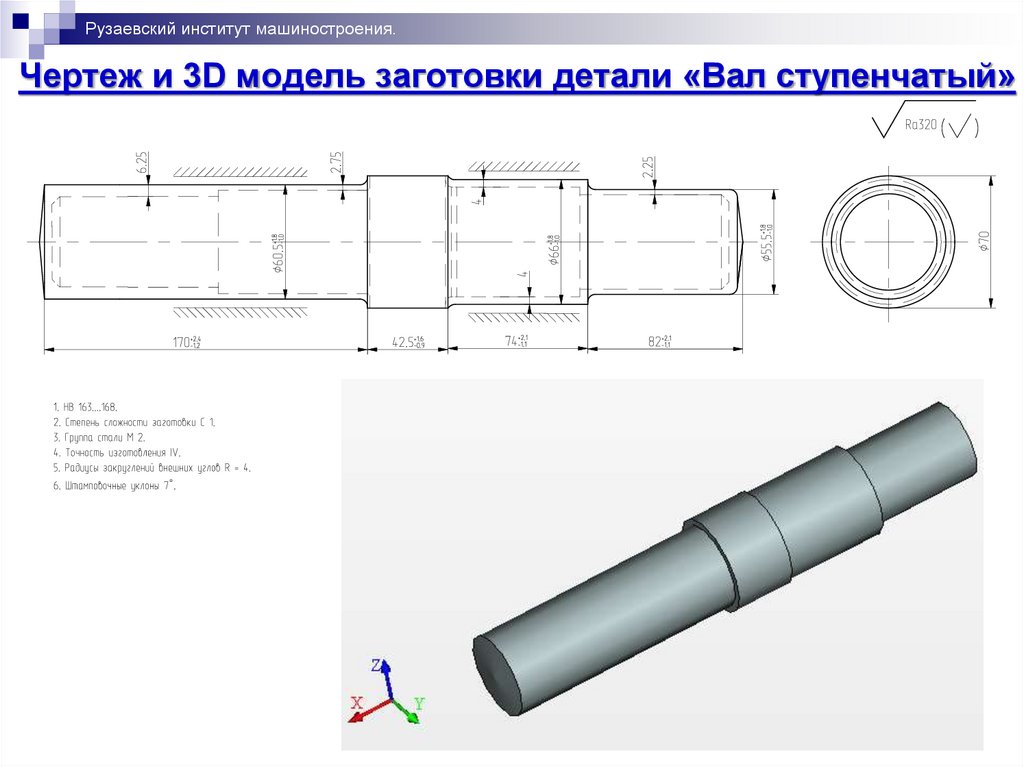
Рузаевский институт машиностроения.Чертеж и 3D модель заготовки детали «Вал ступенчатый»
9.
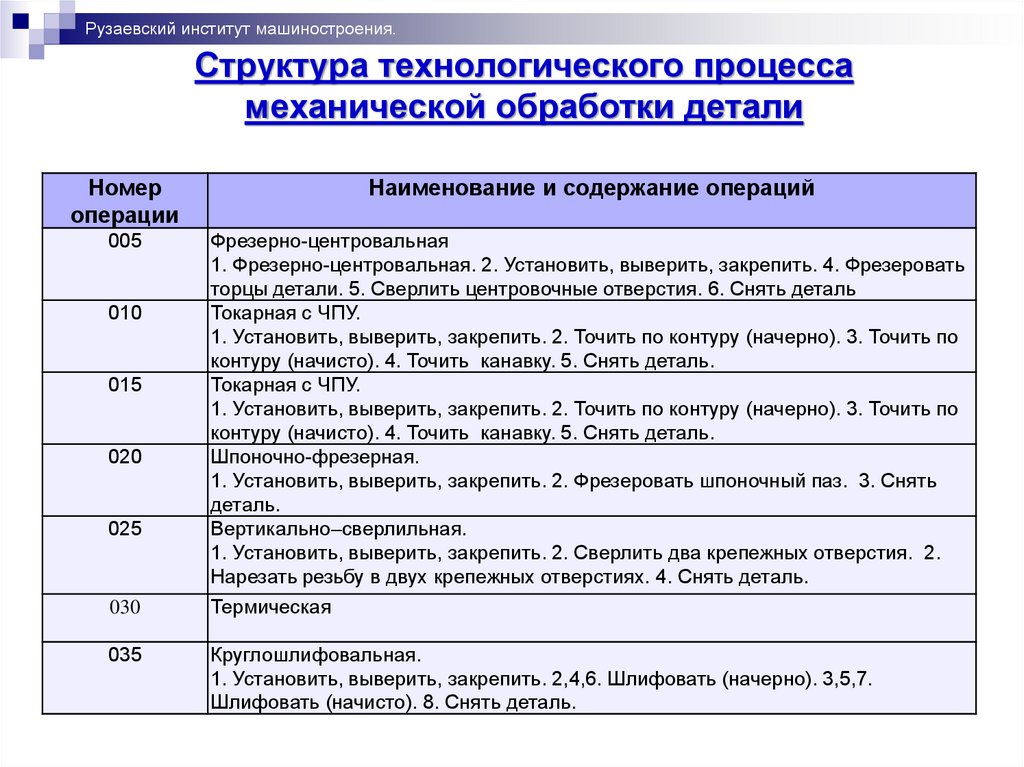
Рузаевский институт машиностроения.Структура технологического процесса
механической обработки детали
Номер
операции
Наименование и содержание операций
005
Фрезерно-центровальная
1. Фрезерно-центровальная. 2. Установить, выверить, закрепить. 4. Фрезеровать
торцы детали. 5. Сверлить центровочные отверстия. 6. Снять деталь
Токарная с ЧПУ.
1. Установить, выверить, закрепить. 2. Точить по контуру (начерно). 3. Точить по
контуру (начисто). 4. Точить канавку. 5. Снять деталь.
Токарная с ЧПУ.
1. Установить, выверить, закрепить. 2. Точить по контуру (начерно). 3. Точить по
контуру (начисто). 4. Точить канавку. 5. Снять деталь.
Шпоночно-фрезерная.
1. Установить, выверить, закрепить. 2. Фрезеровать шпоночный паз. 3. Снять
деталь.
Вертикально–сверлильная.
1. Установить, выверить, закрепить. 2. Сверлить два крепежных отверстия. 2.
Нарезать резьбу в двух крепежных отверстиях. 4. Снять деталь.
Термическая
010
015
020
025
030
035
Круглошлифовальная.
1. Установить, выверить, закрепить. 2,4,6. Шлифовать (начерно). 3,5,7.
Шлифовать (начисто). 8. Снять деталь.
10.
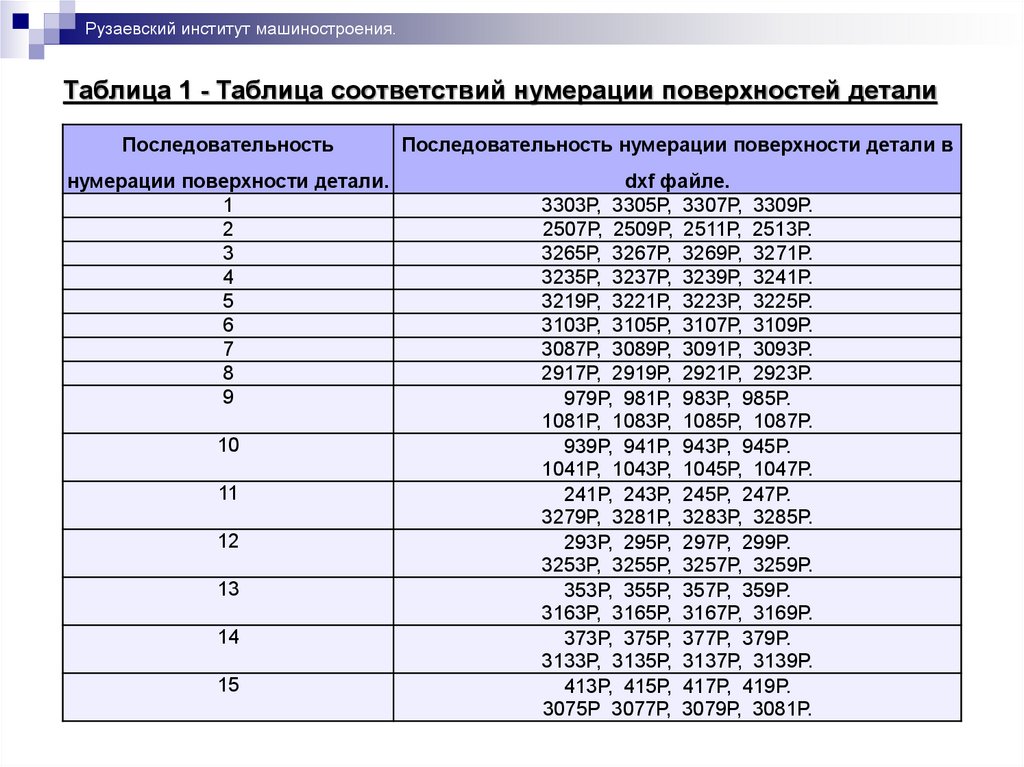
Рузаевский институт машиностроения.Таблица 1 - Таблица соответствий нумерации поверхностей детали
Последовательность
Последовательность нумерации поверхности детали в
нумерации поверхности детали.
1
2
3
4
5
6
7
8
9
dxf файле.
3303Р, 3305Р, 3307Р, 3309Р.
2507Р, 2509Р, 2511Р, 2513Р.
3265Р, 3267Р, 3269Р, 3271Р.
3235Р, 3237Р, 3239Р, 3241Р.
3219Р, 3221Р, 3223Р, 3225Р.
3103Р, 3105Р, 3107Р, 3109Р.
3087Р, 3089Р, 3091Р, 3093Р.
2917Р, 2919Р, 2921Р, 2923Р.
979Р, 981Р, 983Р, 985Р.
1081Р, 1083Р, 1085Р, 1087Р.
939Р, 941Р, 943Р, 945Р.
1041Р, 1043Р, 1045Р, 1047Р.
241Р, 243Р, 245Р, 247Р.
3279Р, 3281Р, 3283Р, 3285Р.
293Р, 295Р, 297Р, 299Р.
3253Р, 3255Р, 3257Р, 3259Р.
353Р, 355Р, 357Р, 359Р.
3163Р, 3165Р, 3167Р, 3169Р.
373Р, 375Р, 377Р, 379Р.
3133Р, 3135Р, 3137Р, 3139Р.
413Р, 415Р, 417Р, 419Р.
3075Р 3077Р, 3079Р, 3081Р.
10
11
12
13
14
15
11.
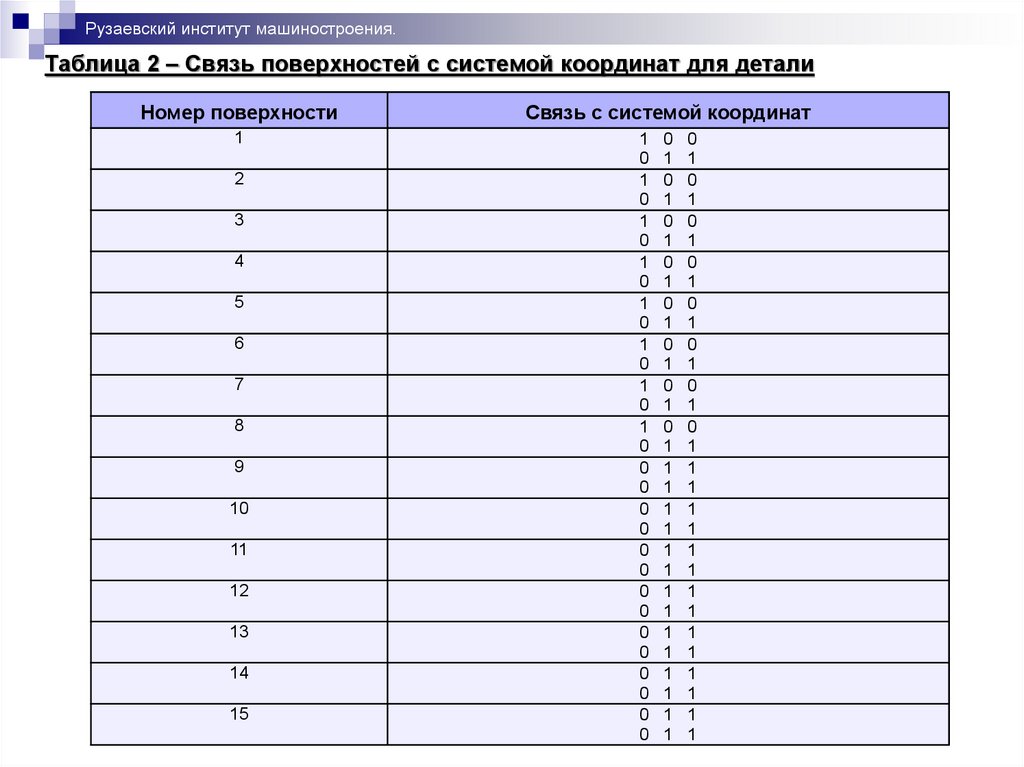
Рузаевский институт машиностроения.Таблица 2 – Связь поверхностей с системой координат для детали
Номер поверхности
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Связь с системой координат
1
0
1
0
1
0
1
0
1
0
1
0
1
0
1
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
1
0
1
0
1
0
1
0
1
0
1
0
1
0
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
0
1
0
1
0
1
0
1
0
1
0
1
0
1
0
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
12.
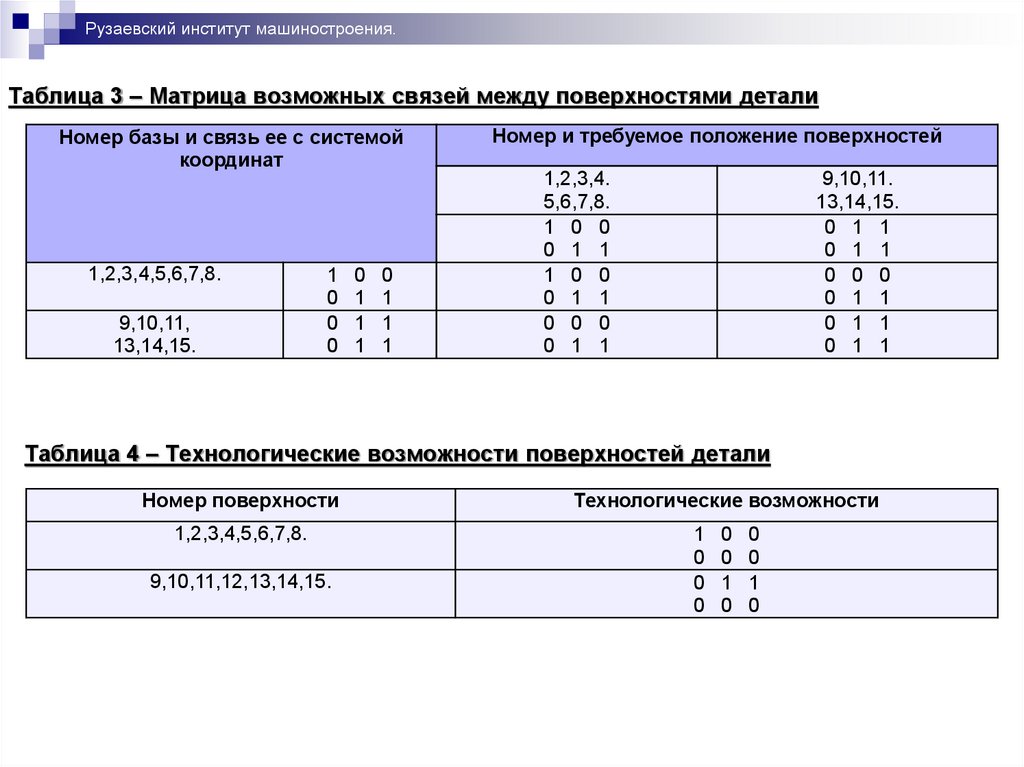
Рузаевский институт машиностроения.Таблица 3 – Матрица возможных связей между поверхностями детали
Номер базы и связь ее с системой
координат
1,2,3,4,5,6,7,8.
9,10,11,
13,14,15.
1
0
0
0
0
1
1
1
0
1
1
1
Номер и требуемое положение поверхностей
1,2,3,4.
5,6,7,8.
1 0 0
0 1 1
1 0 0
0 1 1
0 0 0
0 1 1
9,10,11.
13,14,15.
0 1 1
0 1 1
0 0 0
0 1 1
0 1 1
0 1 1
Таблица 4 – Технологические возможности поверхностей детали
Номер поверхности
1,2,3,4,5,6,7,8.
9,10,11,12,13,14,15.
Технологические возможности
1
0
0
0
0
0
1
0
0
0
1
0
13.
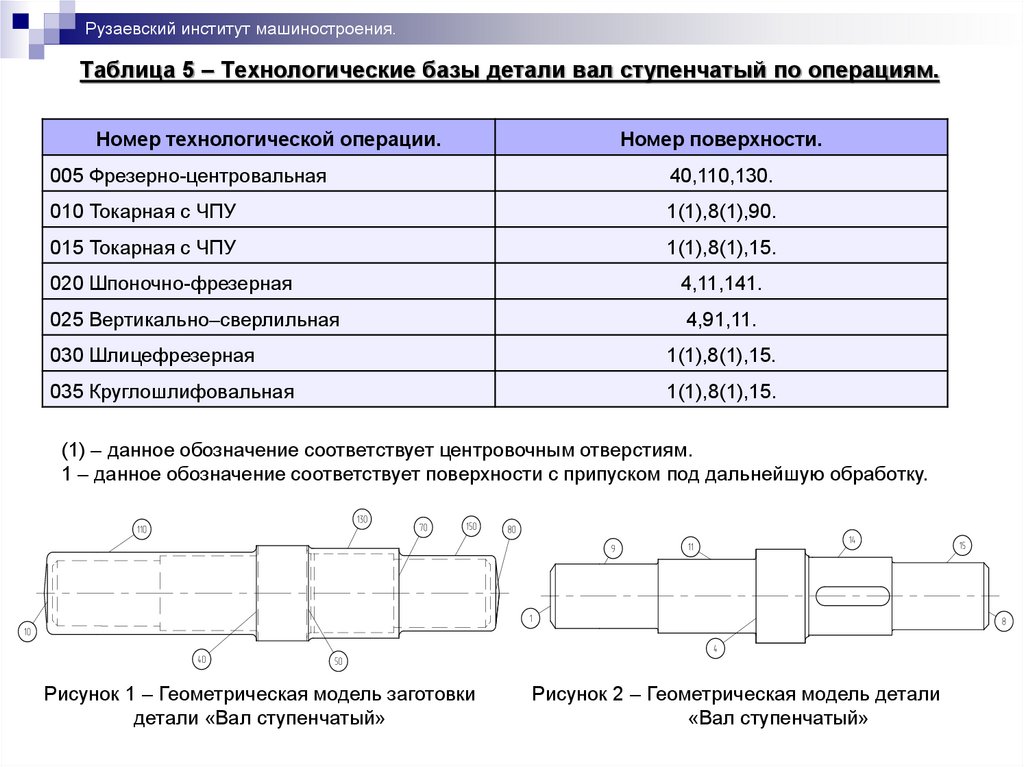
Рузаевский институт машиностроения.Таблица 5 – Технологические базы детали вал ступенчатый по операциям.
Номер технологической операции.
Номер поверхности.
005 Фрезерно-центровальная
40,110,130.
010 Токарная с ЧПУ
1(1),8(1),90.
015 Токарная с ЧПУ
1(1),8(1),15.
020 Шпоночно-фрезерная
4,11,141.
025 Вертикально–сверлильная
4,91,11.
030 Шлицефрезерная
1(1),8(1),15.
035 Круглошлифовальная
1(1),8(1),15.
(1) – данное обозначение соответствует центровочным отверстиям.
1 – данное обозначение соответствует поверхности с припуском под дальнейшую обработку.
Рисунок 1 – Геометрическая модель заготовки
детали «Вал ступенчатый»
Рисунок 2 – Геометрическая модель детали
«Вал ступенчатый»
14.
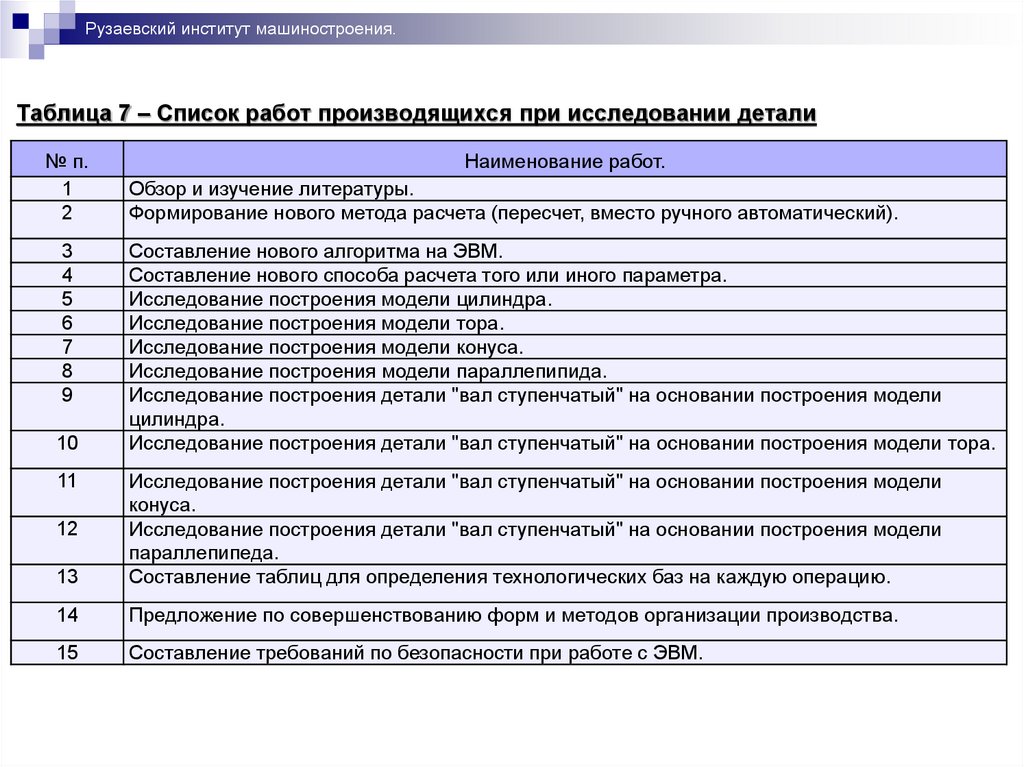
Рузаевский институт машиностроения.Таблица 7 – Список работ производящихся при исследовании детали
№ п.
1
2
3
4
5
6
7
8
9
10
Наименование работ.
Обзор и изучение литературы.
Формирование нового метода расчета (пересчет, вместо ручного автоматический).
Составление нового алгоритма на ЭВМ.
Составление нового способа расчета того или иного параметра.
Исследование построения модели цилиндра.
Исследование построения модели тора.
Исследование построения модели конуса.
Исследование построения модели параллепипида.
Исследование построения детали "вал ступенчатый" на основании построения модели
цилиндра.
Исследование построения детали "вал ступенчатый" на основании построения модели тора.
13
Исследование построения детали "вал ступенчатый" на основании построения модели
конуса.
Исследование построения детали "вал ступенчатый" на основании построения модели
параллепипеда.
Составление таблиц для определения технологических баз на каждую операцию.
14
Предложение по совершенствованию форм и методов организации производства.
15
Составление требований по безопасности при работе с ЭВМ.
11
12
15.
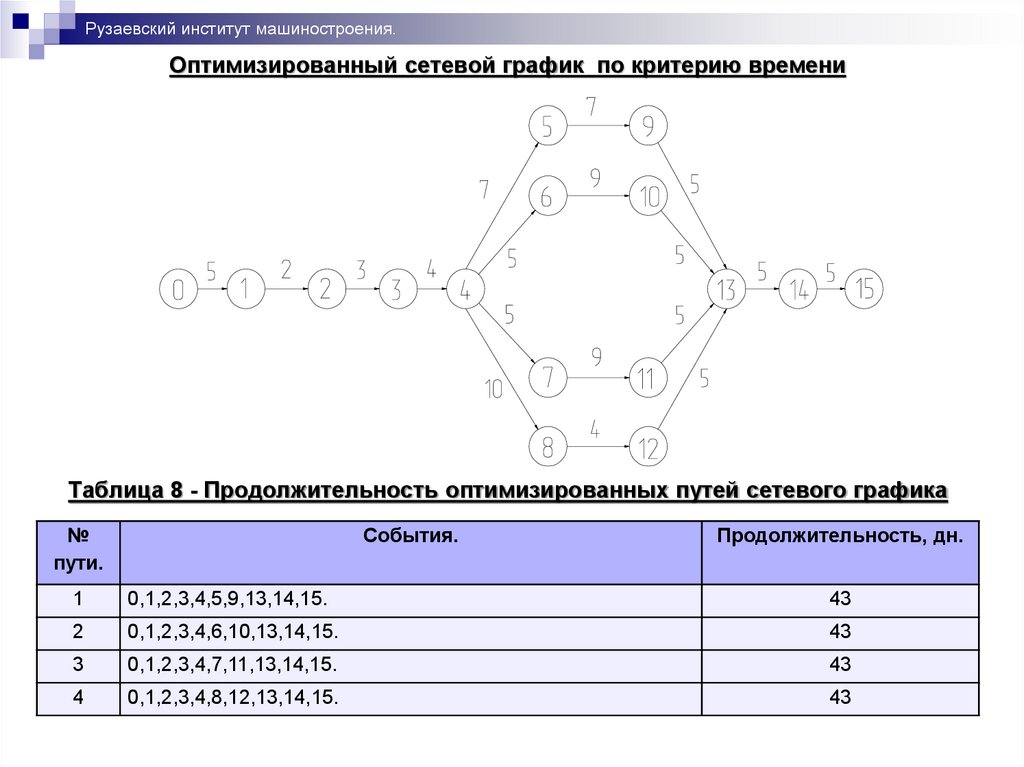
Рузаевский институт машиностроения.Оптимизированный сетевой график по критерию времени
Таблица 8 - Продолжительность оптимизированных путей сетевого графика
№
пути.
События.
Продолжительность, дн.
1
0,1,2,3,4,5,9,13,14,15.
43
2
0,1,2,3,4,6,10,13,14,15.
43
3
0,1,2,3,4,7,11,13,14,15.
43
4
0,1,2,3,4,8,12,13,14,15.
43
16.
Рузаевский институт машиностроения.Выводы
Для решения задачи по автоматизации выбора технологических
баз деталей типа «Вал ступенчатый» проведены следующие
исследования:
- на основании исследования геометрической информации dxf
файлов
полученных
из
систем
автоматизированного
проектирования
проведен
анализ
геометрических
свойств
поверхностей детали «Вал ступенчатый».
- рассмотрено решение задачи выбора технологических баз,
имеющей первостепенное значение при выборе структуры
технологического процесса.
- проанализирован один из критериев выбора баз. На основе
ограничения по протяженности поверхности, реализованного
построением таблиц, выбраны комплекты технологических баз.
17.
Рузаевский институт машиностроения.Результаты работы доложены на:
LI Огарёвские чтения. Национального
Исследовательского
Мордовского
Государственного Университета им. Н.П.
Огарёва Саранск, декабря 2021 г.
- XXV Научно-практическая конференция
молодых
ученых,
аспирантов
и
студентов.
Национального
исследовательского
Мордовского
государственного университета им. Н.П.
Огарёва. Саранск, мая 2022 г.
-
18.
Рузаевский институт машиностроения.Доклад окончен.
Спасибо за внимание.