













 Промышленность
ПромышленностьПохожие презентации:




")
")




Электрошлаковые технологии и материалы для наплавки и литья быстроизнашивающихся деталей машин и механизмов
1.
ЭЛЕКТРОШЛАКОВЫЕТЕХНОЛОГИИ И МАТЕРИАЛЫ
ДЛЯ НАПЛАВКИ И ЛИТЬЯ
БЫСТРОИЗНАШИВАЮЩИХСЯ
ДЕТАЛЕЙ МАШИН И
МЕХАНИЗМОВ.
1
ПАСЕЧНИК С.Ю., ПАСЕЧНИК А.Ю., СТОЙКО В.П.
ДОННТУ, ДОНЕЦК, 2012Г.
2.
ЛАБОРАТОРИЯ БЫЛА СОЗДАНА В 1958ГОДУ ПО ИНИЦИАТИВЕ К.Т.Н. ШВАРЦЕРА
АБРАМА ЯКОВЛЕВИЧА - ЕЕ ПЕРВОГО
НАУЧНОГО РУКОВОДИТЕЛЯ И
ЗАВЕДУЮЩЕГО ОТДЕЛОМ №2 ИЭС
ИМ.Е.О. ПАТОНА - И.И. ФРУМИНА.
ЛАБОРАТОРИЯ ЗАНИМАЕТСЯ
РАЗРАБОТКОЙ И ВНЕДРЕНИЕМ
ТЕХНОЛОГИЙ РЕМОНТА, УПРОЧНЕНИЯ И
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ И УЗЛОВ
ГОРНОГО И МЕТАЛЛУРГИЧЕСКОГО
ОБОРУДОВАНИЯ НА БАЗЕ
ЭЛЕКТРОШЛАКОВОГО ПРОЦЕССА.
НЕПРЕМЕННАЯ СПЕЦИФИКА
РАЗРАБАТЫВАЕМЫХ ТЕХНОЛОГИЙ – ЭТО
ВОЗМОЖНОСТЬ ИХ ПРОМЫШЛЕННОЙ
РЕАЛИЗАЦИИ НЕПОСРЕДСТВЕННО В
МЕСТАХ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ,
А ТАКЖЕ ИСПОЛЬЗОВАНИЯ В КАЧЕСТВЕ
ИСХОДНЫХ МАТЕРИАЛОВ 100%
МЕТАЛЛООТХОДОВ*
2
3.
ОСНОВНЫЕ НАПРАВЛЕНИЯ РАБОТЫЭлектрошлаковая наплавка
Электрошлаковое литьё
Электрошлаковое кокильное литьё
Материалы для наплавки
Цветное литьё
Получение биметаллов
Электрошлаковое рафинирование металлов
3
4.
НАПЛАВКА НА ПОВЕРХНОСТЬ, НАХОДЯЩУЮСЯ В «ПОТОЛОЧНОМ»ПОЛОЖЕНИИ - СТЫКОШЛАКОВАЯ НАПЛАВКА- ЗУБЬЯ КОВШЕЙ
КАРЬЕРНЫХ (ЭКГ) И РОТОРНЫХ ЭКСКАВАТОРОВ), КЕРНЫ
МЕТАЛЛУРГИЧЕСКИХ КРАНОВ
4
5.
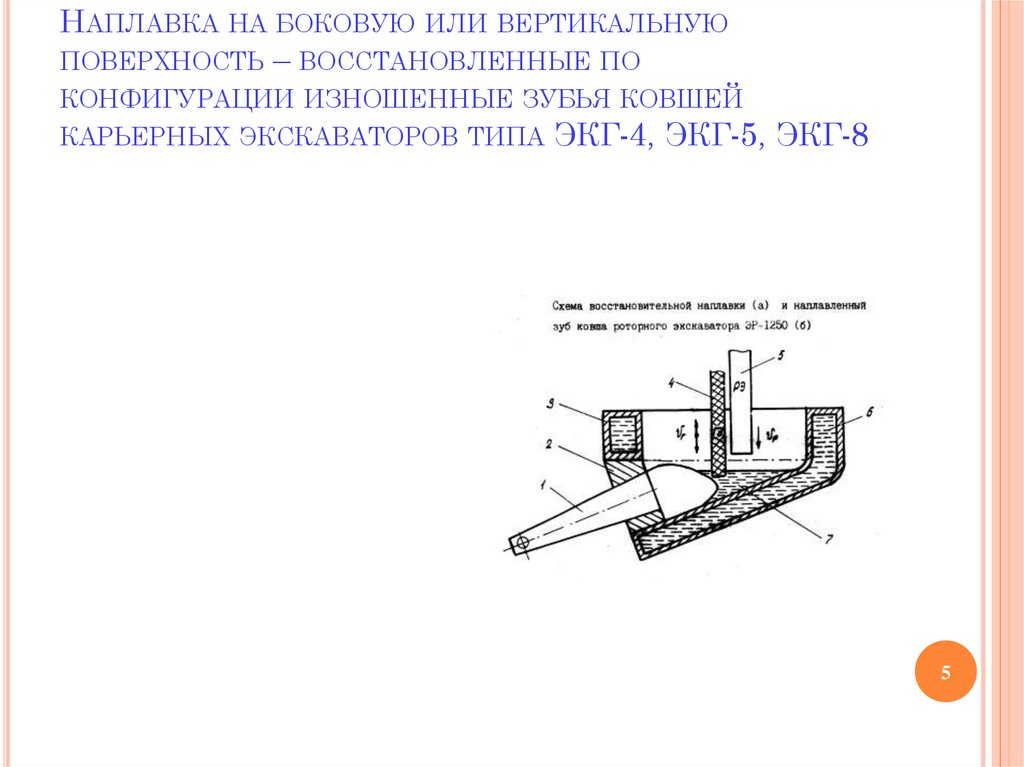
НАПЛАВКА НА БОКОВУЮ ИЛИ ВЕРТИКАЛЬНУЮПОВЕРХНОСТЬ – ВОССТАНОВЛЕННЫЕ ПО
КОНФИГУРАЦИИ ИЗНОШЕННЫЕ ЗУБЬЯ КОВШЕЙ
КАРЬЕРНЫХ ЭКСКАВАТОРОВ ТИПА ЭКГ-4, ЭКГ-5, ЭКГ-8
5
6.
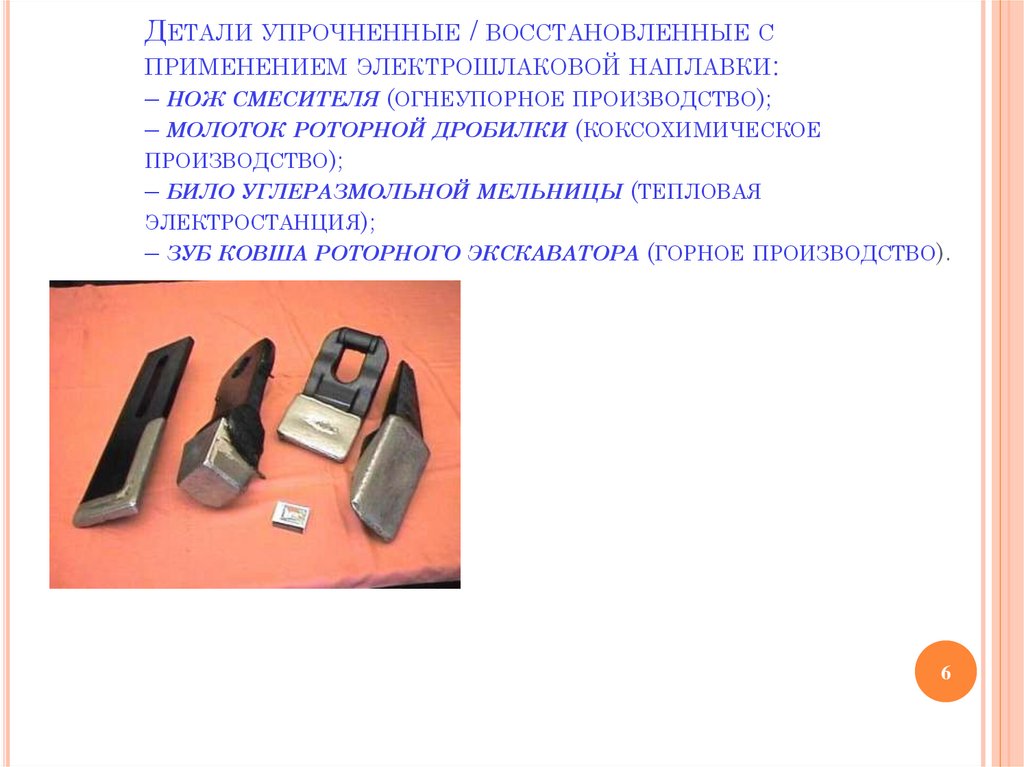
ДЕТАЛИ УПРОЧНЕННЫЕ / ВОССТАНОВЛЕННЫЕ СПРИМЕНЕНИЕМ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ:
– НОЖ СМЕСИТЕЛЯ (ОГНЕУПОРНОЕ ПРОИЗВОДСТВО);
– МОЛОТОК РОТОРНОЙ ДРОБИЛКИ (КОКСОХИМИЧЕСКОЕ
ПРОИЗВОДСТВО);
– БИЛО УГЛЕРАЗМОЛЬНОЙ МЕЛЬНИЦЫ (ТЕПЛОВАЯ
ЭЛЕКТРОСТАНЦИЯ);
– ЗУБ КОВША РОТОРНОГО ЭКСКАВАТОРА (ГОРНОЕ ПРОИЗВОДСТВО).
6
7.
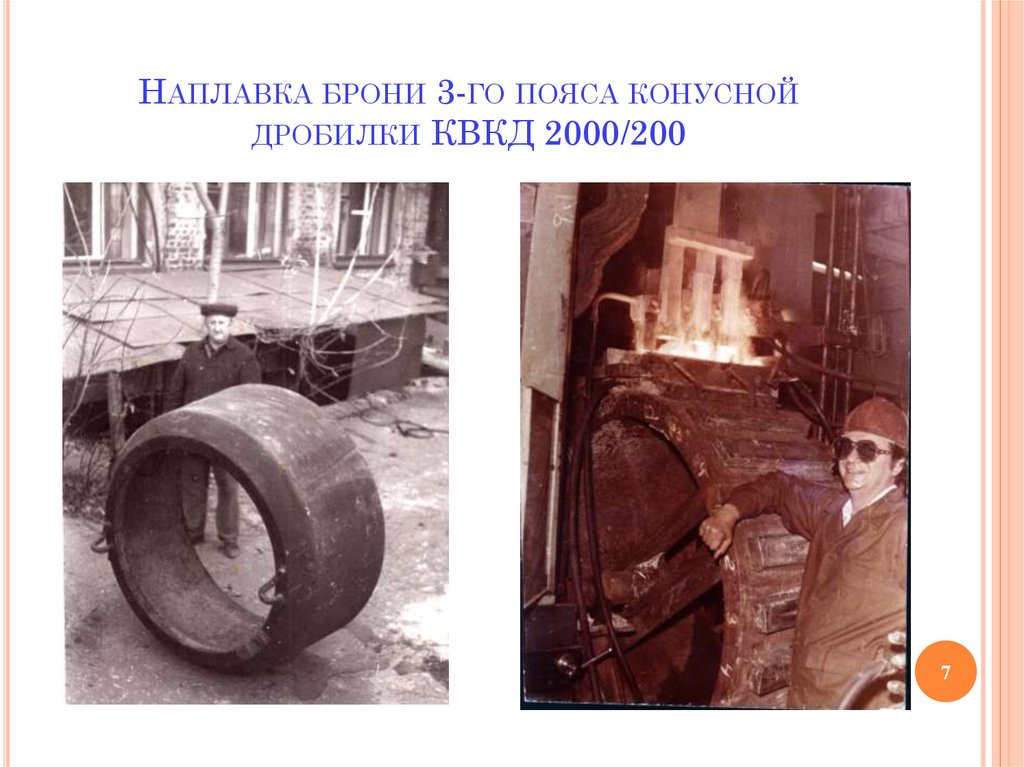
НАПЛАВКА БРОНИ 3-ГО ПОЯСА КОНУСНОЙДРОБИЛКИ КВКД 2000/200
7
8.
Наплавленный по технологии ДонНТУ3-й пояс бронефутеровки дробилки КВКД -2000/200
(подложка Ст35Л наплавка 350Х20НГАТ)
8
9.
ЭЛЕКТРОШЛАКОВОЕ КОКИЛЬНОЕЛИТЬЕ
Венец скребкового конвейера
СП-301
Приводная звёздочка
скребкового конвейера СП-301
9
10.
Коронка зуба ковша экскаватораСкребок конвейера
СПЦ-202
10
11.
ЛИТЬЁ КОЛЕЦ И ПОЛУКОЛЕЦ БОЛЬШОГО (ДО 700ММ) ДИАМЕТРА С ИСПОЛЬЗОВАНИЕМ
МЕТАЛЛИЧЕСКОГО СТЕРЖНЯ
Сварной расходуемый электрод
из отходов стали 08Х18Н9Т
Кокиль для кольца(полукольца)
диам. 700 мм
11
12.
ОТЛИВКА КОЛЬЦАОТЛИВКА ПОЛУКОЛЬЦА
12
13.
Электрошлаковая сварка кольца13
14.
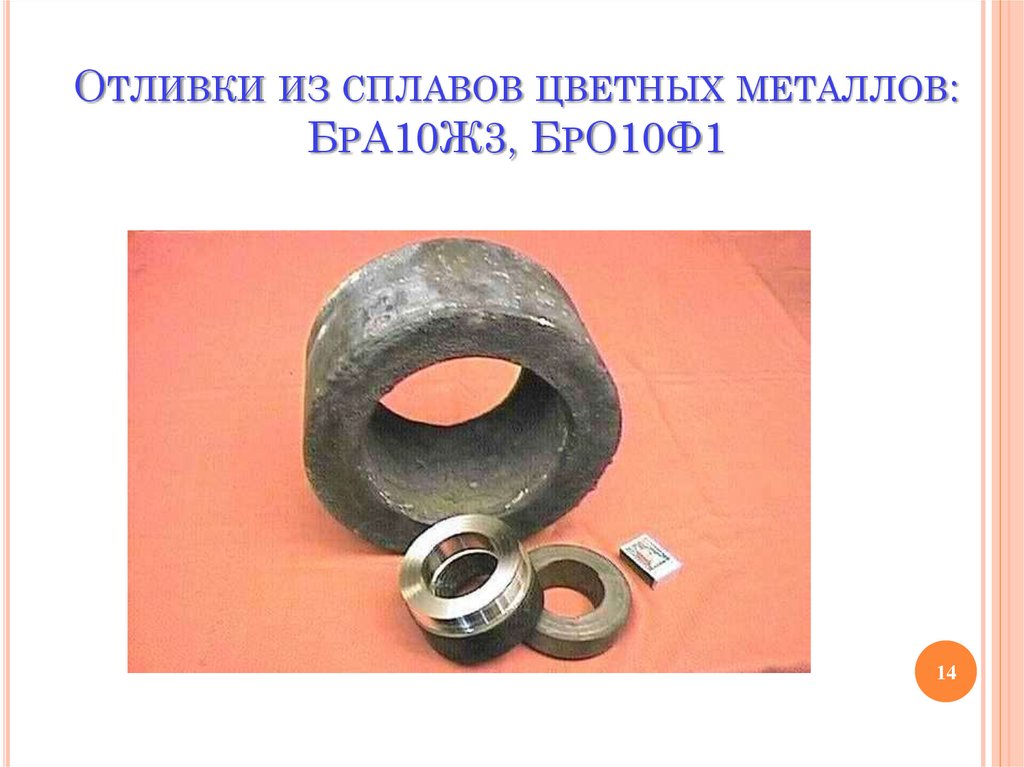
ОТЛИВКИ ИЗ СПЛАВОВ ЦВЕТНЫХ МЕТАЛЛОВ:БРА10Ж3, БРО10Ф1
14
15.
ЭКЛ материалов для протезирования(коронки и мосты)на кобальтовой
основе: сплав «Алексиум В»
15
16.
БРИКЕТЫ ИЗ СТАЛЬНОЙ СТРУЖКИ16
17.
Брикеты из стружки титана (ВТ1-0)17
18.
РАСХОДУЕМЫЙ ЭЛЕКТРОД ДЛЯ КЭШПТИТАНОВОЙ СТРУЖКИ И ПОЛУЧЕННЫЙ СЛИТОК
18
19.
СХЕМА НАПЛАВОЧНОГО УЧАСТКА ДЛЯПОЛУЧЕНИЯ БИМЕТАЛЛА СТАЛЬ-МЕДЬ.
19
20.
Наплавленная биметаллическая заготовкаподового электрода диам. 700мм: сталь (ст10) - медь (М1)
20
21.
Макрошлифбиметаллического
слитка: сталь-медь
диаметром 700мм
21
22.
Сегодня лаборатория – это современноеучебно-производственное и научнотехническое подразделение кафедры
«Цветная металлургия и конструкционные
материалы» ДонНТУ.
Годовой объем в 1400 учебных часов
лабораторных и практических работ по
различным видам сварки, наплавки и
электрошлаковому кокильному литью под
руководством квалифицированных
специалистов способствует высокому качеству
общеинженерной подготовки студентов
большинства факультетов университета.
22
23.
За 50 лет в лаборатории порезультатам научных исследований
были подготовлены и защищены 10
кандидатских диссертаций,
опубликовано свыше 500 статей и 3
монографии, выполнено более 100
хоздоговорных работ.
23