















































 Промышленность
ПромышленностьПохожие презентации:










Производственная система. Основные положения
1.
ООО «ИМЗ АВТОКРАН» г. Иваново1
2.
Производственная система. Основные положенияПроизводственная система - принятый
в конкретном бизнесе комплекс
методов и инструментов по всем
направлениям деятельности,
Философия
ПС
позволяющий производить товары или
оказывать услуги в минимальные
сроки, с требуемым Заказчику
качеством и с минимальными
затратами
2
ООО «ИМЗ АВТОКРАН»
3.
Производственная система.Производственная система основана на 4 принципах философии:
3
Прежде всего думай о заказчике
Люди - это самый ценный актив
Культура непрерывных
усовершенствований («Кайзен»)
Все внимание на производственную
площадку («Гембу»)
ООО «ИМЗ АВТОКРАН»
4.
Производственная системаФилософия ПС
Кто определяет работу поставщика?
Заказчик определяет, как мы должны работать, заказчик
для нас – источник прибыли
4
Нужно всегда думать, как максимально удовлетворить
заказчика!
5.
Производственная системаКогда заказчик делает заказ …
Точно указал
5
Философия ПС
Немедленно получил
ООО «ИМЗ АВТОКРАН»
6.
Производственная системаФилософия ПС
Работа поставщика определяется требованиями заказчика
6
ООО «ИМЗ АВТОКРАН»
7.
Производственная системаФилософия ПС
Заказчик может быть как внешним, так и внутренним!
Внешний заказчик – потребитель, получающий готовую
продукцию
Внутренний заказчик – цех, участок, даже последующий
оператор по отношению к предыдущему
Отношения «поставщик – заказчик» внутри сборочной линии
Внутри сборочной линии оператор является как поставщиком, так и заказчиком для
работающих в одной цепочке операторов
7
ООО «ИМЗ АВТОКРАН»
8.
Производственная системаФилософия ПС
Поэтому любое подразделение-поставщик должно стремиться
максимально удовлетворить потребности подразделенияпотребителя – это один из ключевых моментов эффективного
производства
8
9.
Производственная система2 принцип:
Философия ПС
Люди – самый ценный актив
2
9
1
ООО «ИМЗ АВТОКРАН»
3
10.
Производственная системаФилософия ПС
Способности человека безграничны,
если для него создать
соответствующую среду
Внимание руководства к
нуждам каждого работника
Социальные гарантии
10
ООО «ИМЗ АВТОКРАН»
11.
Производственная системаСамые выгодные инвестиции – в развитие людей, только люди развивают
остальные факторы производства: оборудование, методы, материалы
11
ООО «ИМЗ АВТОКРАН»
12.
Производственная системаИстория КАЙЗЕН
Философия ПС
Подход Kaizen родился в 80-х годах с появлением мирового
бестселлера МАСААКИ ИМАИ:«Кайзен – ключ к успеху Японии в области
достижения конкурентоспособности "
Однако, его происхождение имеет более давнюю историю и
берет начало к великому движению послевоенного экономического
возрождения Японии
Именно в этот период появились основные концепции, такие
как, JIT (Just in Time), 5S, исследование постоянного совершенствования,
ZD и кружки качества, SMED , TPM…, в которые внесли огромный вклад
такие известные личности, как Деминг, Таичи Оно, Сеичи Накаяма,
Шинго,.. что впоследствии стало называться КАЙЗЕН
Тойота является наиболее показательной фирмой в мире,
которая использует подход Кайзен
12
ООО «ИМЗ АВТОКРАН»
13.
Производственная системаФилософия ПС
КАЙЗЕН – создание культуры, побуждающей к непрерывным
усовершенствованиям каждый день, на каждом рабочем месте, приводящим
к совершенствованию всего потока создания ценности в целом и повышению
эффективности всей компании
13
ООО «ИМЗ АВТОКРАН»
14.
Производственная системаФилософия ПС
KAIZEN- это здравый смысл!
Отбросьте традиционное
мышление, ставьте все под вопрос
Решайте проблемы при помощи
методики 1х1 и находите корень проблемы
Усовершенствования внедряйте быстро, чтобы
КАЙЗЕН был актуален, и виден смысл изменений
Не стремитесь только к крупным улучшениям,
гораздо важней непрерывность, ежедневные изменения
Вложите в КАЙЗЕН время и творчество, а не деньги (все
усовершенствования внедряйте с минимумом инвестиций)
КАЙЗЕН – это непрерывная деятельность: создание культуры,
повышающей эффективность всей компании
14
ООО «ИМЗ АВТОКРАН»
15.
Производственная системаФилософия ПС
4 принцип:
Все внимание на производственную площадку («Гембу»)
Невозможно знать и решать проблемы, сидя за столом в кабинете
Это нужно делать, только находясь на производственной площадке,
и видеть все своими глазами
15
ООО «ИМЗ АВТОКРАН»
16.
Производственная системаФилософия ПС
Кто знает производственную площадку лучше всех ?
Человек, непосредственно на ней работающий
16
ООО «ИМЗ АВТОКРАН»
17.
Производственная системаЗаключение:
Философия ПС
Самый ценный актив –
II
это люди
Прежде всего
думай о
заказчике
Кайдзен
Все внимание на
«Гемба»
17
ООО «ИМЗ АВТОКРАН»
18.
Производственная системаИдеалы ПС
Из данных принципов вытекают основные идеалы
Производственной системы :
Безопасность
Отсутствие дефектов (качество)
По первому требованию заказчика
Одно за другим
Мгновенная реакция поставщика
Минимальные затраты
18
ООО «ИМЗ АВТОКРАН»
19.
Производственная системаИдеалы ПС
Безопасность
Физическая
Психологическая
+
(исключение возможности
получения травм)
19
(уверенность работника в
завтрашнем дне)
ООО «ИМЗ АВТОКРАН»
20.
Производственная системаИдеалы ПС
Отсутствие дефектов
Качество – источник прибыли компании
Высокое качество достигается не на контрольной точке,
а на рабочем месте!
20
ООО «ИМЗ АВТОКРАН»
21.
Производственная системаИдеалы ПС
По первому требованию заказчика
Заказчик должен всегда иметь возможность получить продукцию по его
первому требованию – какой продукт, сколько, когда, какого качества и по
какой цене, а поставщик, ориентируясь на эти требования, должен
стремиться максимально их удовлетворить
21
ООО «ИМЗ АВТОКРАН»
22.
Производственная системаИдеалы ПС
Одно за другим
Производство должно быть гибким и быстро изменяться, чтобы
выполнить требования заказчика
Нельзя производить продукцию большими партиями одного вида, исходя из
удобства производства-поставщика – структура и размеры партии должны
определяться только требованиями заказчика
22
ООО «ИМЗ АВТОКРАН»
23.
Производственная системаИдеалы ПС
Мгновенная реакция поставщика
Поставщик
23
Заказчик
ООО «ИМЗ АВТОКРАН»
24.
Производственная системаИдеалы ПС
Минимальные затраты
За что платит клиент?
Цена для ЗАКАЗЧИКА
Прибыль
Снижение цены
Цена для ЗАКАЗЧИКА
Муда- потери
Прибыль
Внедрение ПС
Себестоимость
24
Себестоимость
ООО «ИМЗ АВТОКРАН»
Увеличение
прибыли
25.
Производственная системаПотери
Как достичь идеалов ПС
Одно из важных направлений – выявление, высвечивание всех видов
потерь
Что такое потери ?
Потери - это любая работа, не добавляющая ценности продукту, все
то, за что заказчик не готов платить деньги
Это производственные потери, которые всегда расходуют те или иные
ресурсы
25
ООО «ИМЗ АВТОКРАН»
26.
Производственная системаПотери
Существует 7 типов потерь (Муда):
• Перепроизводство
• Ненужные движения
• Ожидание
• Избыточные запасы
• Ненужная транспортировка
• Лишний этап обработки
• Переделка и исправление брака
26
ООО «ИМЗ АВТОКРАН»
27.
Производственная системаПерепроизводство
Потери
Производится слишком
много или слишком рано
Представляет один из самых негативных видов потерь, так как влечет за собой
– Лишнюю транспортировку
– Рост запасов
– Переделку
Приводит к необходимости:
– Увеличения складских площадей (складов) и персонала на складах
– Дополнительного оборудования для перегрузки (и больше рабочих рук)
– Дополнительных деталей, материалов и энергоресурсов для работы машин и
механизмов
Скрывает брак, мешает оперативному решению проблем!
27
ООО «ИМЗ АВТОКРАН»
28.
Производственная системаНенужные движения
Потери
• Вызваны существующей последовательностью выполнения работ,
нерациональной планировкой рабочей зоны, устройством оборудования,
расположением материалов, инструмента и т.д.
• Пример: наклоны за деталями, оператор тянется, чтобы включить
кнопку «Пуск» на станке, хождение «взад-вперед» за инструментом,
поиск чего-либо, перекрещивание движения рук при работе с
материалами и т.д.
28
ООО «ИМЗ АВТОКРАН»
29.
Производственная системаОжидание
Потери
• Ожидание оператором окончания работы машины,
прибытия деталей, материалов
• Ожидание получения информации
• Низкая загрузка оператора (ожидание внутри времени
такта – в это время ценности не производятся)
29
ООО «ИМЗ АВТОКРАН»
30.
Производственная системаИзбыточные запасы
Потери
Запас - все, что
изготовлено
более чем
необходимо
Запасы предполагают затраты ресурсов на поддержание их ценности:
- обслуживание мест хранения
- затраты на электроэнергию
- затраты на персонал, который отвечает за хранение,
погрузо-разгрузочные операции и т.д.
Лишние запасы на рабочем месте - большое количество материалов,
деталей, комплектующих, инструмента, оснастки, без которых можно обойтись
при выполнении работы
30
ООО «ИМЗ АВТОКРАН»
31.
Производственная системаПотери
Избыточные запасы
Материально- технический запас скрывает и вызывает проблемы в
производственном процессе
З
А
П
А
С
Ы
Качество
Уменьшить запасы
Решение проблем
Уменьшить запасы
Решение проблем
Уменьшить запасы
Решение проблем
Транспорт
Возможности
машин
Время подготовки
31
Поток
Время
произв.цикла
???
организация
ООО «ИМЗ АВТОКРАН»
Схема
Прогулы
32.
Производственная системаПотери
Ненужная транспортировка, перемещения
Результатом всех ненужных
перевозок и перемещений
являются:
C
A
- дополнительные затраты
- повреждения
D
- время на поиск
- затруднение учета
32
B
ООО «ИМЗ АВТОКРАН»
E
33.
Производственная системаЛишний этап обработки
Потери
Выполнение
большего
объема работ,
чем требуется для
удовлетворения
требований
заказчика
Примеры:
- излишняя длина резьбы болта,
- изготовление небольшой детали из болванки,
- окраска по высокому классу поверхностей, закрываемых другими деталями
33
ООО «ИМЗ АВТОКРАН»
34.
Производственная системаПеределка и исправление брака
Потери
Ремонт или исправление
брака не представляет
ценности для клиента, но
входит в состав
себестоимости
Примеры:
- оператор во время рабочего процесса перебирает бракованный узел,
- подрезает край заготовки
34
ООО «ИМЗ АВТОКРАН»
35.
3536.
3637.
3738.
3839.
3940.
4041.
4142.
Производственная системаВысвечивание потерь позволяет планировать
и проводить усовершенствования,
это резерв повышения эффективности
производства
Поэтому потери ни в коем случае не должны
скрываться!
42
ООО «ИМЗ АВТОКРАН»
43.
Производственная системаСтабильность
Очень важной характеристикой, влияющей
на достижение идеалов ПС, является
СТАБИЛЬНОСТЬ
Достижение стабильности – значительный резерв
повышения безопасности, качества,
производительности, снижения затрат и
улучшения условий труда
43
ООО «ИМЗ АВТОКРАН»
44.
Производственная системаСтабильность
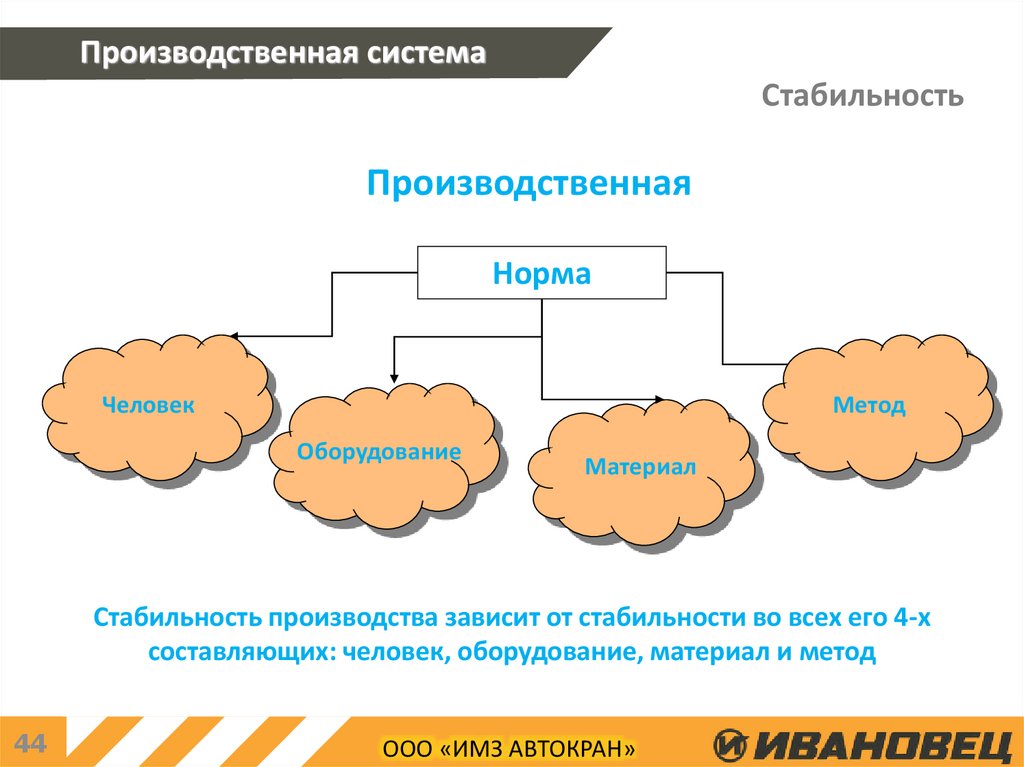
Производственная
Норма
Человек
Метод
Оборудование
Материал
Стабильность производства зависит от стабильности во всех его 4-х
составляющих: человек, оборудование, материал и метод
44
ООО «ИМЗ АВТОКРАН»
45.
Производственная системаСтабильность
Человек
Установка норм
Стандарт
Требования компании:
• Надежность
• Надлежащий уровень
квалификации
Четко
формулируются
• Стандартное выполнение
работ
Систематически
поддерживаются
45
ООО «ИМЗ АВТОКРАН»
Последовательно
выполняются
46.
Производственная системаСтабильность
Оборудование
Установка норм
Стандарт
Требования компании:
• Отсутствие поломок
• Отсутствие дефектов
• Надлежащее тех.
Четко
формулируются
обслуживание
Систематически
поддерживаются
46
ООО «ИМЗ АВТОКРАН»
Последовательно
выполняются
47.
Производственная системаСтабильность
Материал
Установка норм
Стандарт
Требования компании:
• Отсутствие дефектов
• Установленное количество
• Отсутствие дефицита
Систематически
поддерживаются
47
ООО «ИМЗ АВТОКРАН»
Четко
формулируются
Последовательно
выполняются
48.
Производственная системаСтабильность
Метод
Установка норм
Стандарт
Требования компании:
• Стандартизированный метод
выполнения работы
• Стандартизированный метод
управления
Систематически
поддерживаются
48
ООО «ИМЗ АВТОКРАН»
Четко
формулируются
Последовательно
выполняются
49.
Стандартизированная работаСтандартизированная работа (СР)
49
ООО «ИМЗ АВТОКРАН»
50.
Стандартизированная работаОсновным инструментом
Производственной системы является
стандартизированная работа (СР)
СР показывает, как оператор должен работать, в какой
последовательности, что использовать для работы
(инструмент, сырье, материалы)
50
ООО «ИМЗ АВТОКРАН»
51.
Стандартизированная работа• Стандартизированная работа - работа по стандарту,
созданному посредством точных измерений и
документирования действий для каждого оператора,
отображающая самую эффективную последовательность
выполнения операции, обеспечивающую безопасность,
качество, производительность
51
ООО «ИМЗ АВТОКРАН»
52.
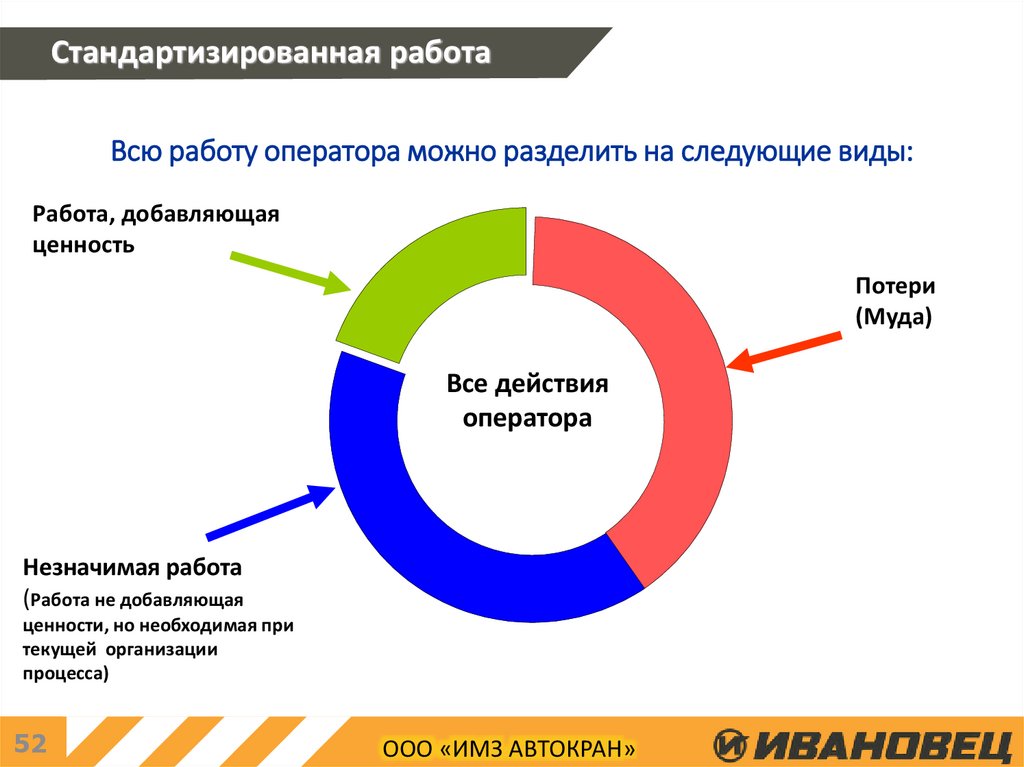
Стандартизированная работаВсю работу оператора можно разделить на следующие виды:
Работа, добавляющая
ценность
Потери
(Муда)
Все действия
оператора
Незначимая работа
(Работа не добавляющая
ценности, но необходимая при
текущей организации
процесса)
52
ООО «ИМЗ АВТОКРАН»
53.
Стандартизированная работаРабота, добавляющая ценность:
Работа, которая подразумевает изменение вида, формы, или
физических свойств материала, отдельных деталей или узлов,
то есть добавляет ценности при продвижении продукта от
сырья к конечному изделию.
Заказчик должен платить только
за работу, добавляющую
ценность продукту.
53
ООО «ИМЗ АВТОКРАН»
54.
Стандартизированная работаНезначимая работа:
Работа, которая не добавляет никакой ценности (значимости)
продукции, которая требуется заказчику, но необходимая при
существующем уровне развития технологии, организации
производства.
(например, переходы за деталями, набор нормалей и т.д.)
54
ООО «ИМЗ АВТОКРАН»
55.
Стандартизированная работаПотери (Муда):
Работа, которая не добавляет никакой ценности продукта и
может быть исключена без каких-либо затрат (7 видов потерь)
55
ООО «ИМЗ АВТОКРАН»
56.
Стандартизированная работа3 вида работы:
Оператор должен делать
только значимую и
незначимую работу
Все действия
оператора
Муда должна быть сразу
ликвидирована!
56
ООО «ИМЗ АВТОКРАН»
57.
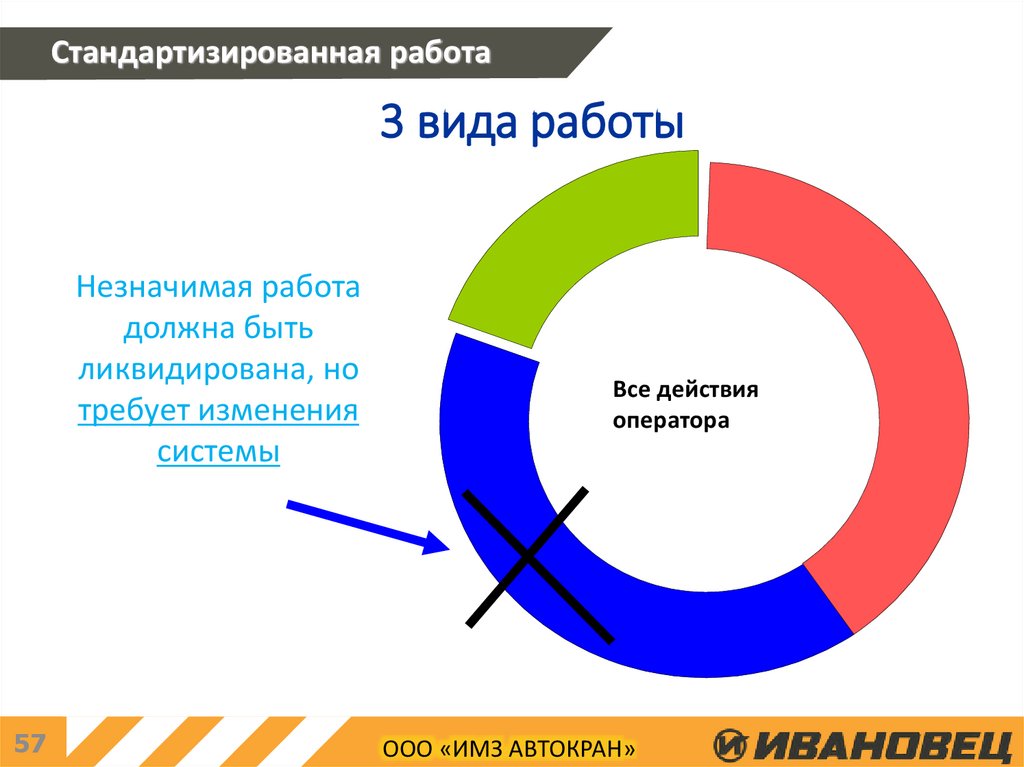
Стандартизированная работа3 вида работы
Незначимая работа
должна быть
ликвидирована, но
требует изменения
системы
57
Все действия
оператора
ООО «ИМЗ АВТОКРАН»
58.
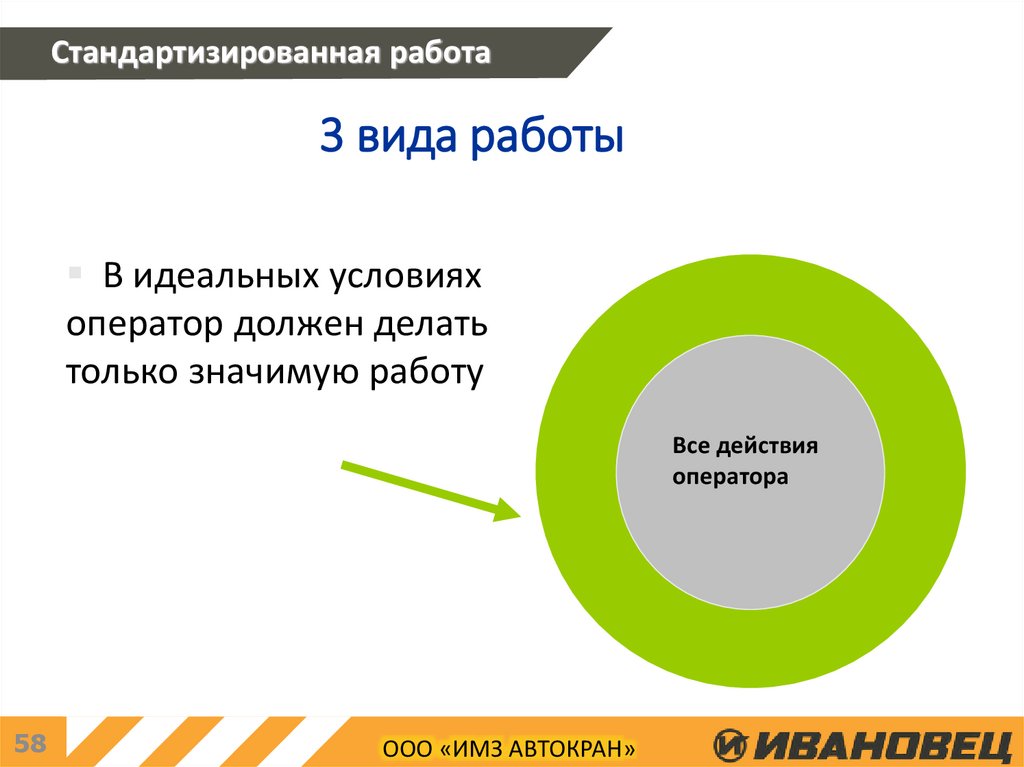
Стандартизированная работа3 вида работы
В идеальных условиях
оператор должен делать
только значимую работу
Все действия
оператора
58
ООО «ИМЗ АВТОКРАН»
59.
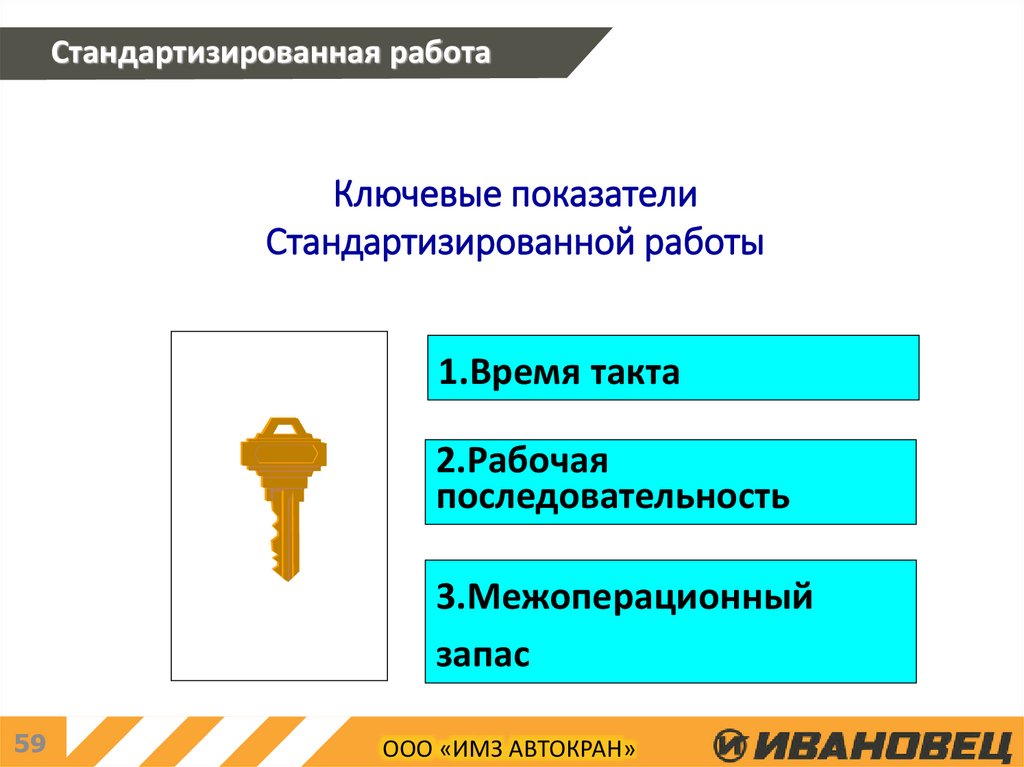
Стандартизированная работаКлючевые показатели
Стандартизированной работы
1.Время такта
2.Рабочая
последовательность
3.Межоперационный
запас
59
ООО «ИМЗ АВТОКРАН»
60.
Стандартизированная работа1. Время такта
• Время такта – это показатель, отражающий скорость, с которой
следует производить одну единицу продукции, чтобы
соответствовать темпу потребления (требованиям заказчика)
Т такта
60
Т такта
Т такта
ООО «ИМЗ АВТОКРАН»
Т такта
61.
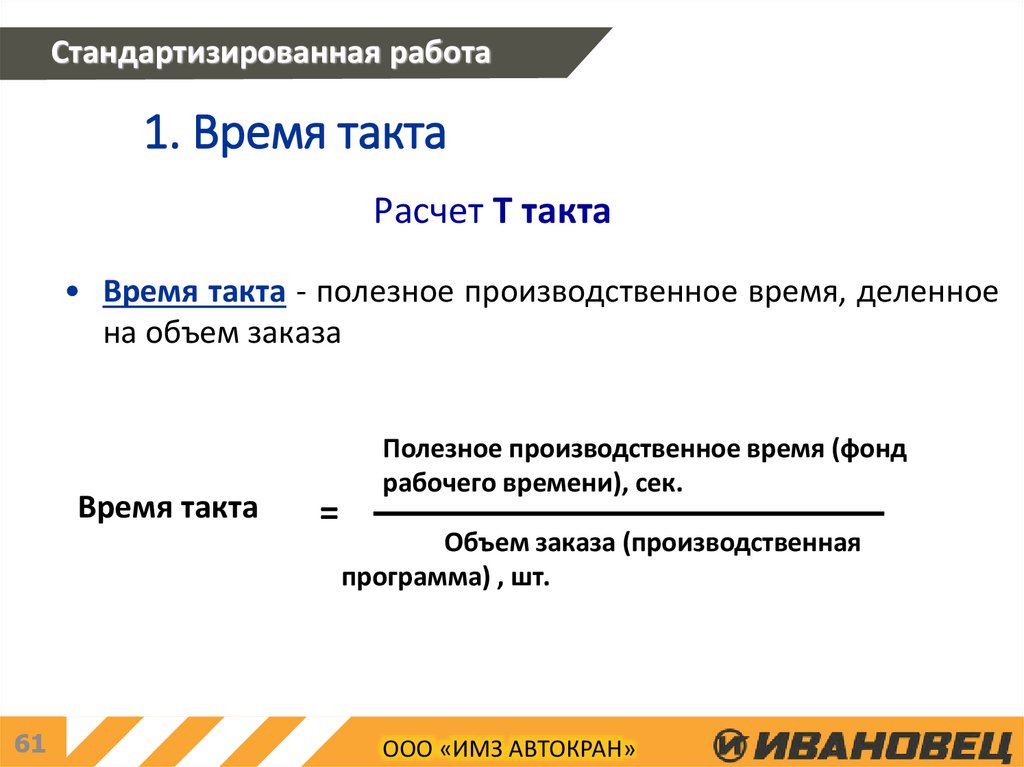
Стандартизированная работа1. Время такта
Расчет Т такта
• Время такта - полезное производственное время, деленное
на объем заказа
Время такта
61
=
Полезное производственное время (фонд
рабочего времени), сек.
Объем заказа (производственная
программа) , шт.
ООО «ИМЗ АВТОКРАН»
62.
Стандартизированная работаВремя цикла
Время цикла - время выполнения операций
над одним изделием на одном рабочем
месте конвейера
время цикла <= времени такта
Время ожидания - разница между временем
такта и временем цикла
62
ООО «ИМЗ АВТОКРАН»
63.
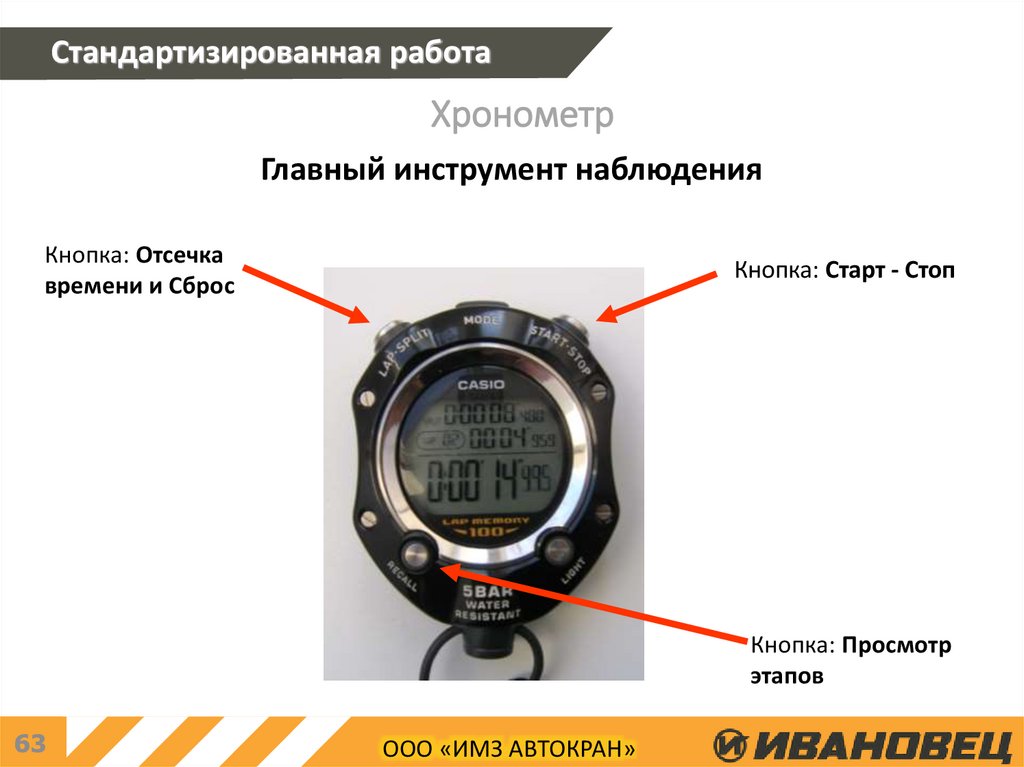
Стандартизированная работаХронометр
Главный инструмент наблюдения
Кнопка: Отсечка
времени и Сброс
Кнопка: Старт - Стоп
Кнопка: Просмотр
этапов
63
ООО «ИМЗ АВТОКРАН»
64.
Стандартизированная работа2. Рабочая последовательность
Одинаковая последовательность работы каждый
цикл помогает высветить проблемы и потери,
обеспечивает
постоянное
время
выхода
продукции (выполнения операции)
64
ООО «ИМЗ АВТОКРАН»
65.
Стандартизированная работа3. Межоперационный запас
Количество материалов (деталей, инструмента, оснастки),
необходимое оператору для постоянного поддержания
циклической работы
В сборочных производствах запас на рабочих местах зависит
от времени цикла транспортировщика и такта сборочной
линии
65
ООО «ИМЗ АВТОКРАН»
66.
Стандартизированная работаИтогом цикла работ по стандартизации рабочего места является
разработка и установление стандартов, регламентирующих
организацию рабочего места и процесс выполнения операции
Зачем нам нужны стандарты ?
Управление становится возможным
(поддержание и улучшение)
Базис для обучения
Базис для аудита или диагностики
СТАНДАРТ – ЭТО НАИЛУЧШИЙ В НАСТОЯЩЕЕ ВРЕМЯ СПОСОБ
ВЫПОЛНЕНИЯ ОПЕРАЦИИ: БЕЗОПАСНЫЙ, КАЧЕСТВЕННЫЙ И
ЭФФЕКТИВНЫЙ
66
ООО «ИМЗ АВТОКРАН»
67.
Стандартизированная работаТипы стандартов:
• Стандарты безопасности
• Стандарты контроля качества
• Стандарты контроля процесса
• Стандарты работы: движения оператора
• Стандарты поддержки: аудит, урок на одном листе
67
ООО «ИМЗ АВТОКРАН»
68.
Стандартизированная работаВзаимосвязь СР и принципов философии ПС
3.Кайзен
1.Прежде
всего думай о
заказчике
Стандартизированная работа
4. Все внимание на Гемба
68
ООО «ИМЗ АВТОКРАН»
2.Самый ценный
актив -это Люди
69.
Стандартизированная работаСР и Заказчик
Принцип 1: Прежде всего думай о
заказчике
Определяет, какая работа необходима в соответствии с
запросами заказчика
Показывает связь между запросами заказчика и
реальным временем выполнения заказа
Показывает проблемы качества, которые должны быть
решены
69
ООО «ИМЗ АВТОКРАН»
70.
Стандартизированная работаСР и Люди
Принцип 2: Самый ценный актив – это люди
• Показывает самый безопасный
и наилучший способ для
людей выполнять работу
• Высвечивает проблемы, связанные
с работой людей
• Является «инструментом»,
связывающим людей и их рабочие операции
70
ООО «ИМЗ АВТОКРАН»
71.
Стандартизированная работаСР и Кайзен
Принцип 3: Кайзен - непрерывное
усовершенствование
• Помогает обнаружить все виды потерь
• Является основанием и отправной точкой для разработки
усовершенствований
• Определяет новую усовершенствованную работу и
высвечивает и измеряет новые проблемы
71
ООО «ИМЗ АВТОКРАН»
72.
Стандартизированная работаСР и Гемба
Принцип 4: Все внимание на ГЕМБУ
(производственную площадку)
• Показывает, что происходит на производственной
площадке
• Показывает и высвечивает проблемы на
производственной площадке
• Создается на производственной площадке с помощью
тех, кто там работает
72
ООО «ИМЗ АВТОКРАН»
73.
Стандартизированная работаВывод:
• Внедряя и постоянно совершенствуя
Стандартизированную работу мы следуем
Принципам и движемся к ИДЕАЛАМ
Производственной системы (безопасность,
качество, по первому требованию заказчика,
одно за другим, мгновенная реакция
поставщика, минимальные затраты)
73
ООО «ИМЗ АВТОКРАН»
74.
Стандартизированная работаСовершенствование
Внедрение изменений
Путь Кайзен
Изменение (КАЙЗЕН)
Стабилизация существующего процесса
Время
74
ООО «ИМЗ АВТОКРАН»
75.
Стандартизированная работаСтандартизированная работа –
основной инструмент для Кайзен, так как:
• Без стандарта невозможно определить соответствие
или несоответствие норме, а значит наличие проблем
• Без СР невозможно измерять потери и оценить
усовершенствования
75
ООО «ИМЗ АВТОКРАН»
76.
Стандартизированная работаСтандартизация
Разбить участок на зоны, зона определяет границы рабочих мест
3
76
2
ООО «ИМЗ АВТОКРАН»
1
77.
Стандартизированная работаСтандартизация
Определить в каждой зоне рабочие места
77
2П
4П
3П
3
2
1
3Л
2Л
1Л
ООО «ИМЗ АВТОКРАН»
1П
78.
Стандартизированная работаРабочее место (РМ) – часть производственной
площадки (рабочая зона), на которой оператор
выполняет закрепленную за ним операцию
производственного процесса с расположенным на
ней оборудованием, инструментом, оснасткой,
материалами, информацией, инвентарем
78
ООО «ИМЗ АВТОКРАН»
79.
Стандартизированная работаСтандарты рабочего места (СРМ) – комплект
документов, которые регламентируют стандартный
порядок выполнения технологических операций на
рабочем месте
Карты стандартизированной работы (КСР) –
документы, регламентирующие действия
производственного персонала в рабочей зоне при
выполнении работ
79
ООО «ИМЗ АВТОКРАН»
80.
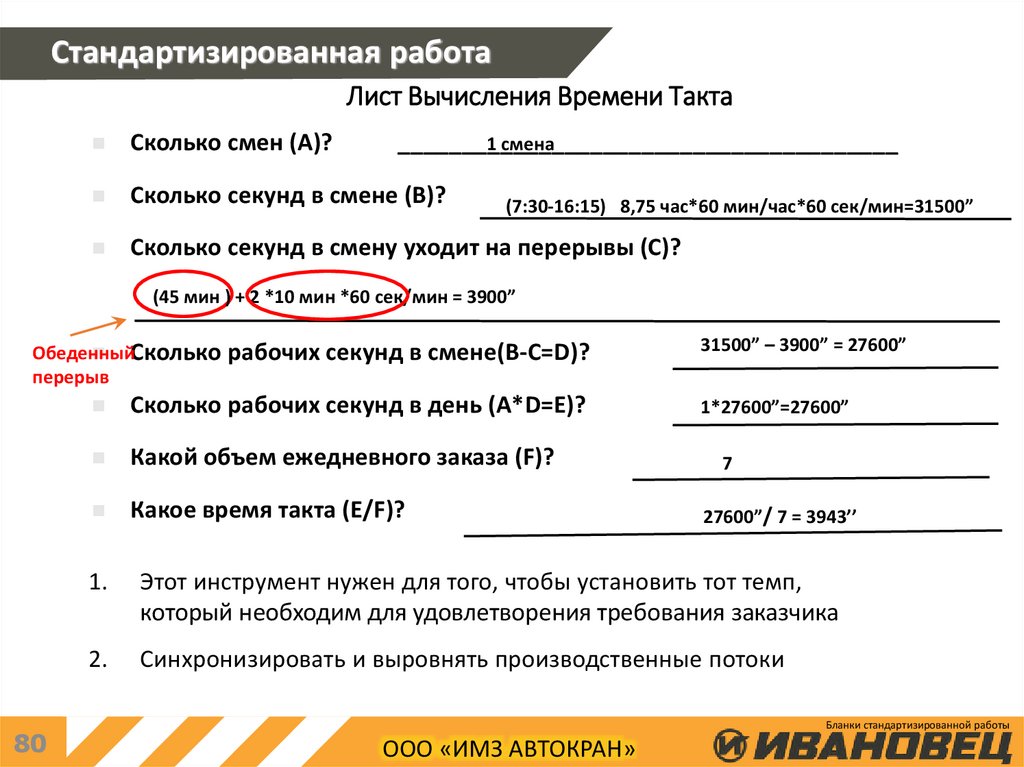
Стандартизированная работаЛист Вычисления Времени Такта
Сколько смен (А)?
1 смена
_______________________________________
Сколько секунд в смене (В)?
Сколько секунд в смену уходит на перерывы (С)?
(7:30-16:15) 8,75 час*60 мин/час*60 сек/мин=31500”
(45 мин ) + 2 *10 мин *60 сек/мин = 3900”
Обеденный
Сколько рабочих секунд в смене(В-С=D)?
перерыв
Сколько рабочих секунд в день (А*D=Е)?
80
31500” – 3900” = 27600”
1*27600”=27600”
Какой объем ежедневного заказа (F)?
Какое время такта (Е/F)?
1.
Этот инструмент нужен для того, чтобы установить тот темп,
который необходим для удовлетворения требования заказчика
2.
Синхронизировать и выровнять производственные потоки
7
27600”/ 7 = 3943’’
Бланки стандартизированной работы
ООО «ИМЗ АВТОКРАН»
81.
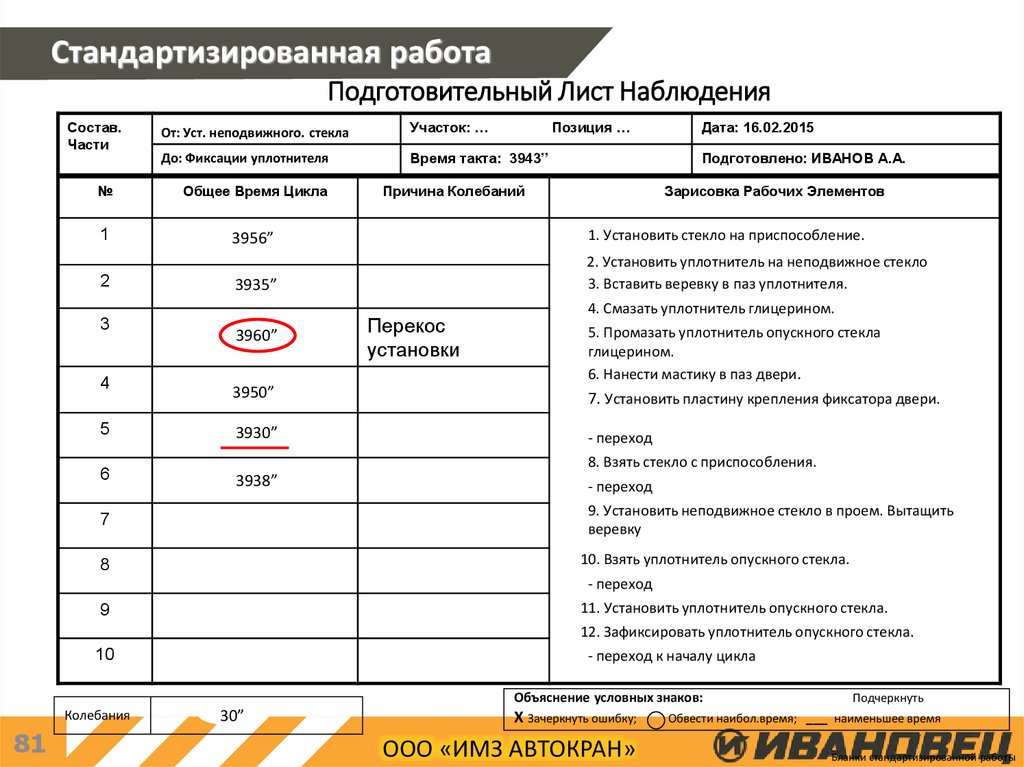
Стандартизированная работаПодготовительный Лист Наблюдения
Состав.
Части
От: Уст. неподвижного. стекла
Участок: …
Позиция …
До: Фиксации уплотнителя
Время такта: 3943’’
Дата: 16.02.2015
Подготовлено: ИВАНОВ А.А.
№
Общее Время Цикла
1
3956”
1. Установить стекло на приспособление.
3935”
2. Установить уплотнитель на неподвижное стекло
3. Вставить веревку в паз уплотнителя.
2
3
4
3960”
Причина Колебаний
Перекос
установки
Зарисовка Рабочих Элементов
4. Смазать уплотнитель глицерином.
5. Промазать уплотнитель опускного стекла
глицерином.
6. Нанести мастику в паз двери.
3950”
7. Установить пластину крепления фиксатора двери.
5
3930”
- переход
6
3938”
8. Взять стекло с приспособления.
- переход
7
9. Установить неподвижное стекло в проем. Вытащить
веревку
8
10. Взять уплотнитель опускного стекла.
- переход
9
11. Установить уплотнитель опускного стекла.
10
12. Зафиксировать уплотнитель опускного стекла.
- переход к началу цикла
Объяснение условных знаков:
Колебания
81
30”
Х Зачеркнуть ошибку;
ООО «ИМЗ АВТОКРАН»
Подчеркнуть
Обвести наибол.время; ___ наименьшее время
Бланки стандартизированной работы
82.
Стандартизированная работаВремя цикла – это время выполнения оператором работы
для производства единицы продукции
Элемент – это законченная часть операции ,
продолжительностью не более 10% Т ц
Переход – перемещение оператора во время выполнения
работы. Переходы не нумеруются
Время колебаний (Т к) – это разность между максимальным
и минимальным временем выполнения работы
T k = Т max – T min
82
ООО «ИМЗ АВТОКРАН»
83.
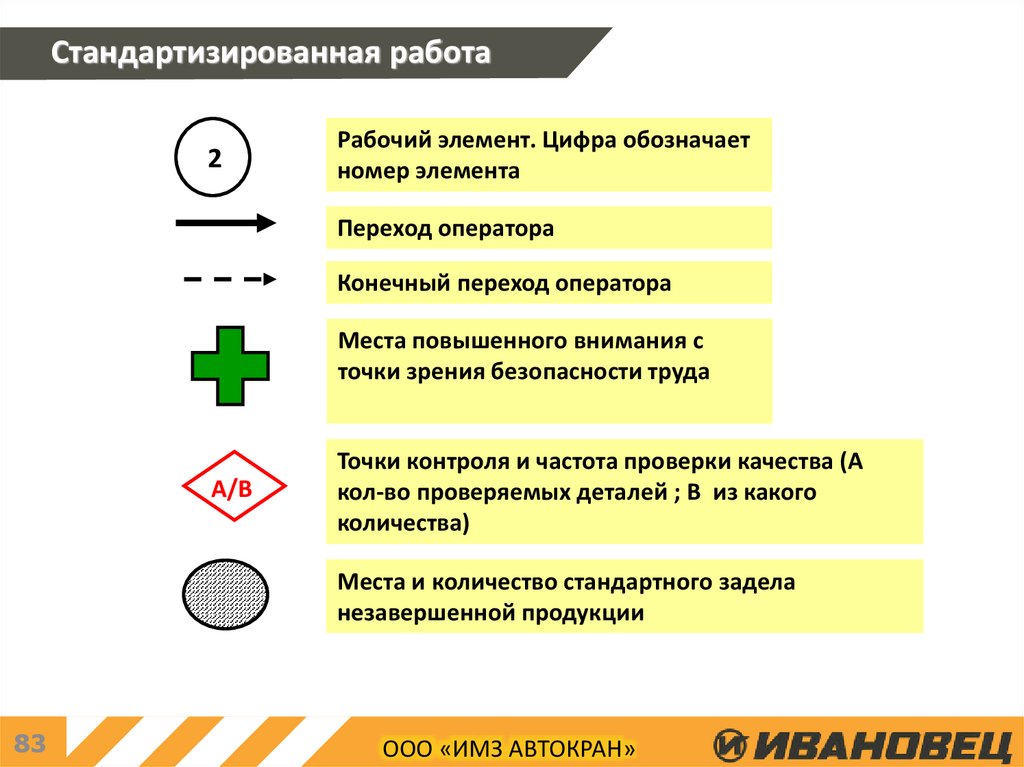
Стандартизированная работа2
Рабочий элемент. Цифра обозначает
номер элемента
Переход оператора
Конечный переход оператора
Места повышенного внимания с
точки зрения безопасности труда
А/В
Точки контроля и частота проверки качества (А
кол-во проверяемых деталей ; В из какого
количества)
Места и количество стандартного задела
незавершенной продукции
83
ООО «ИМЗ АВТОКРАН»
84.
Стандартизированная работаЛист наблюдения Ручной Работы
Составные
части
От: установить стекло в приспособление
Участок: …
До: зафиксировать уплотнитель
Время такта: 3943 ”
Позиция …
Дата: 16.02.2015
Подготовил: Иванов А.А.
t
min
t
ко
л
t
рег
.
T
отре
г
360
358
6
2
360
1023
1024
1020
4
3
1023
820
819
820
818
2
3
821
514
518
516
515
514
4
2
516
414
413
415
414
415
413
2
1
414
220
218
216
222
220
216
216
6
3
219
касание
250
252
248
249
250
248
248
4
2
250
переход
шаг
50
49
50
49
50
49
49
1
--
49
8
Взять стекло
касание
230
228
229
230
229
230
228
2
1
229
-
переход
шаг
50
50
49
49
50
50
49
1
---
49
3930
3925
3921
3938
3932
3927
3913
32
17
3930
№
Название рабочего элемента
Точка
отсчета
1
2
3
4
5
6
1
Установить стекло на приспособление
касание
360
358
359
364
361
2
Установить уплотнитель на
неподвижное стекло
касание
1020
1022
1024
1022
3
Вставить веревку в паз уплотнителя
касание
820
818
819
4
Смазать уплотнитель глицерином
касание
515
516
5
Промазать уплотнитель опускного
стекла глицерином.
касание
415
6
Нанести мастику в паз двери.
касание
7
Установить пластину крепления
-
Наименьшее время цикла (Т
min)
Сумма наименьших времен
элементов
(Σt min)
84
T=
3930
(с подг. листа наблюдений)
T min – Σt min =
Σt рег.
7
8
9
Σt отрег.=Т min = Тц
3913
(с листа набл. ручн. работы)
1
0
3930 – 3913 = 17 ”
ООО «ИМЗ АВТОКРАН»
3930”
Комментарии
Перекос при установке
Убирал излишки
Условные обозначения
Х – зачеркнуть ошибку
О – обвести наибольшее время
__ – подчеркнуть наименьшее время
85.
Стандартизированная работаНомер детали:
Дата: 16.02.2015
Название детали:
Участок: …
№
Рабочий Элемент
(t–отрегулированное)
1.
Установить стекло на
приспособление.
2.
Установить уплотнитель на
неподвижное стекло.
3.
Вставить веревку в паз
уплотнителя.
4.
Смазать уплотнитель
глицерином.
5.
Промазать уплотнитель
опускного стекла глицерином.
6.
Нанести мастику в паз двери.
Установить на кабину.
7.
Установить пластину крепления
фиксатора двери.
8.
Взять стекло с приспособления
9.
Установить неподвижное стекло
в проём. Вытащить веревку.
10
Взять уплотнитель опускного
стекла
11
Установить уплотнитель
опускного стекла.
12
Зафиксировать уплотнитель
опускного стекла.
85
Ежедневный Требуемый Объем: 7
Операция: …
Время такта:
3943 ”
Время:
Ручн.р
Авт
о
переходы
500”
1000”
1500”
2000”
2500”
3000”
3500”
4000”
4500”
Т.Т.= 3943”
Т.О.=13”
```
Итог:
49”
49”
Tц = 3930”
Tтакта = 3943”
98”
ООО «ИМЗ АВТОКРАН»
86.
Стандартизированная работаВремя ожидания – это время, которое осталось
у оператора после окончания цикла до
окончания такта
То = ТТ- Тц
Периодическая работа – это вид работы ,
которая выполняется после производства
определенного количества продукции
86
ООО «ИМЗ АВТОКРАН»
87.
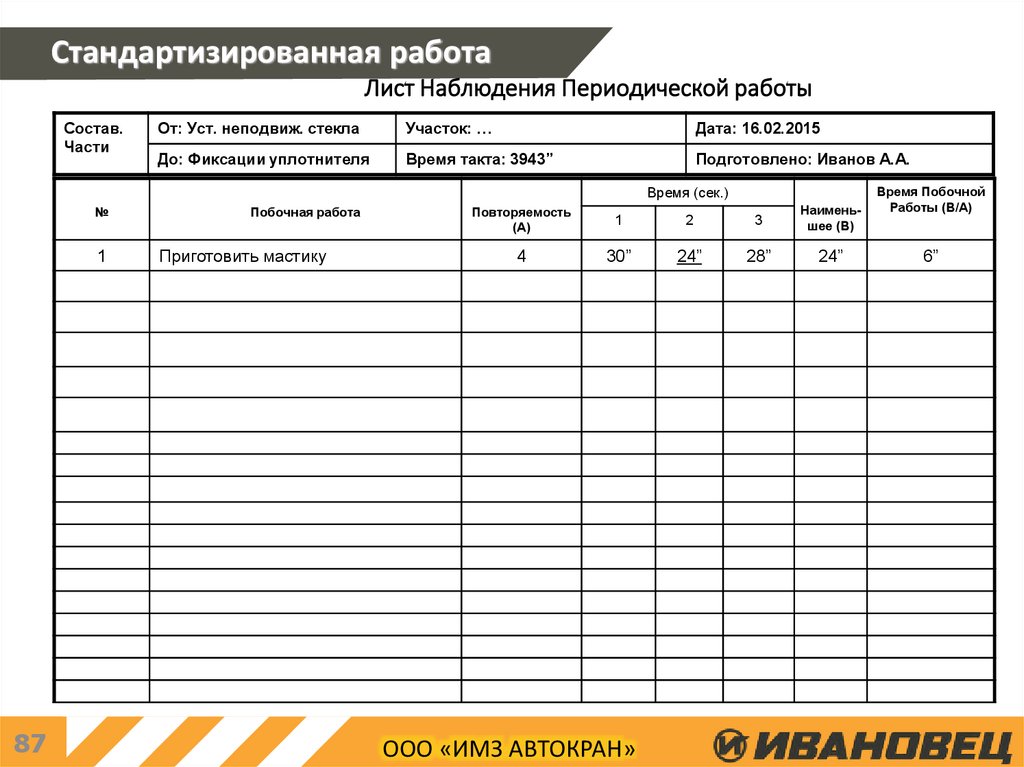
Стандартизированная работаЛист Наблюдения Периодической работы
Состав.
Части
От: Уст. неподвиж. стекла
Участок: …
Дата: 16.02.2015
До: Фиксации уплотнителя
Время такта: 3943”
Подготовлено: Иванов А.А.
Время (сек.)
№
1
87
Побочная работа
Приготовить мастику
Повторяемость
(А)
1
2
3
Наименьшее (В)
4
30”
24”
28”
24”
ООО «ИМЗ АВТОКРАН»
Время Побочной
Работы (В/А)
6”
88.
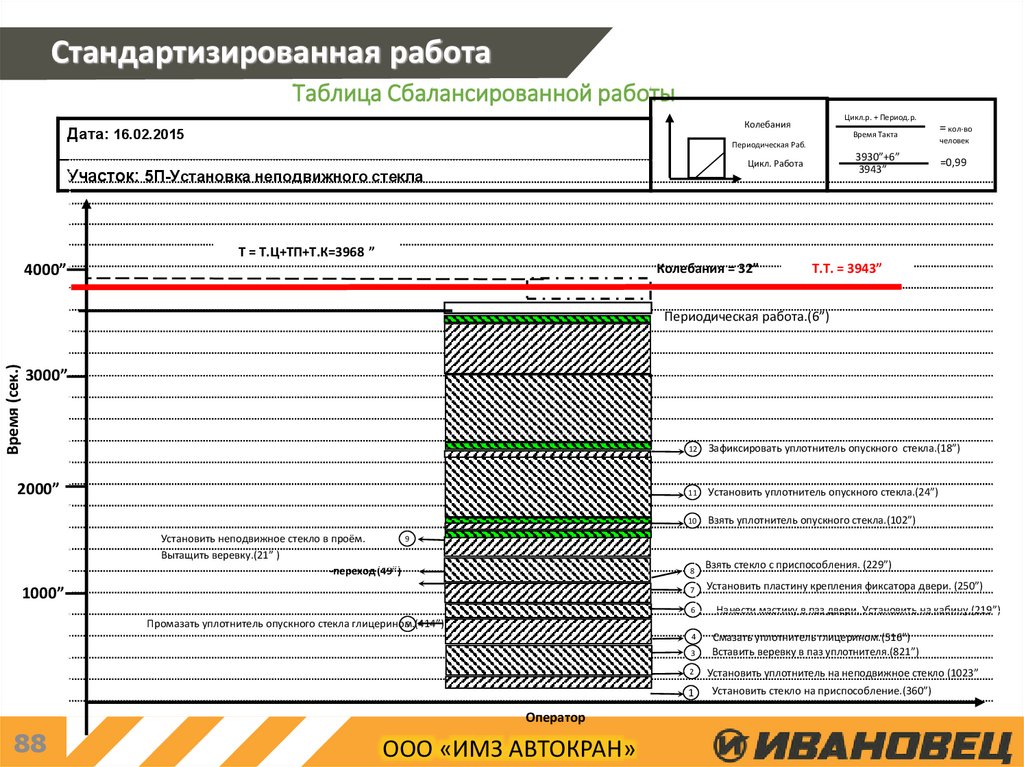
Стандартизированная работаТаблица Сбалансированной работы
Цикл.р. + Период.р.
Колебания
Дата: 16.02.2015
Время Такта
Периодическая Раб.
3930”+6”
3943”
Цикл. Работа
Участок: 5П-Установка неподвижного стекла
= кол-во
человек
=0,99
T = Т.Ц+ТП+Т.К=3968 ”
Колебания = 32”
4000”
T.Т. = 3943”
Время (сек.)
Периодическая работа.(6”)
3000”
2000”
9
Установить неподвижное стекло в проём.
Вытащить веревку.(21” )
-переход (49”)
12
Зафиксировать уплотнитель опускного стекла.(18”)
11
Установить уплотнитель опускного стекла.(24”)
10
Взять уплотнитель опускного стекла.(102”)
8
1000”
7
Взять стекло с приспособления. (229”)
Установить пластину крепления фиксатора двери. (250”)
6
Нанести мастику в паз двери. Установить на кабину.(219”)
4
3
Смазать уплотнитель глицерином.(516”)
Вставить веревку в паз уплотнителя.(821”)
2
Установить уплотнитель на неподвижное стекло (1023”
1
Установить стекло на приспособление.(360”)
5
Промазать уплотнитель опускного стекла глицерином.(414”)
Оператор
88
ООО «ИМЗ АВТОКРАН»
89.
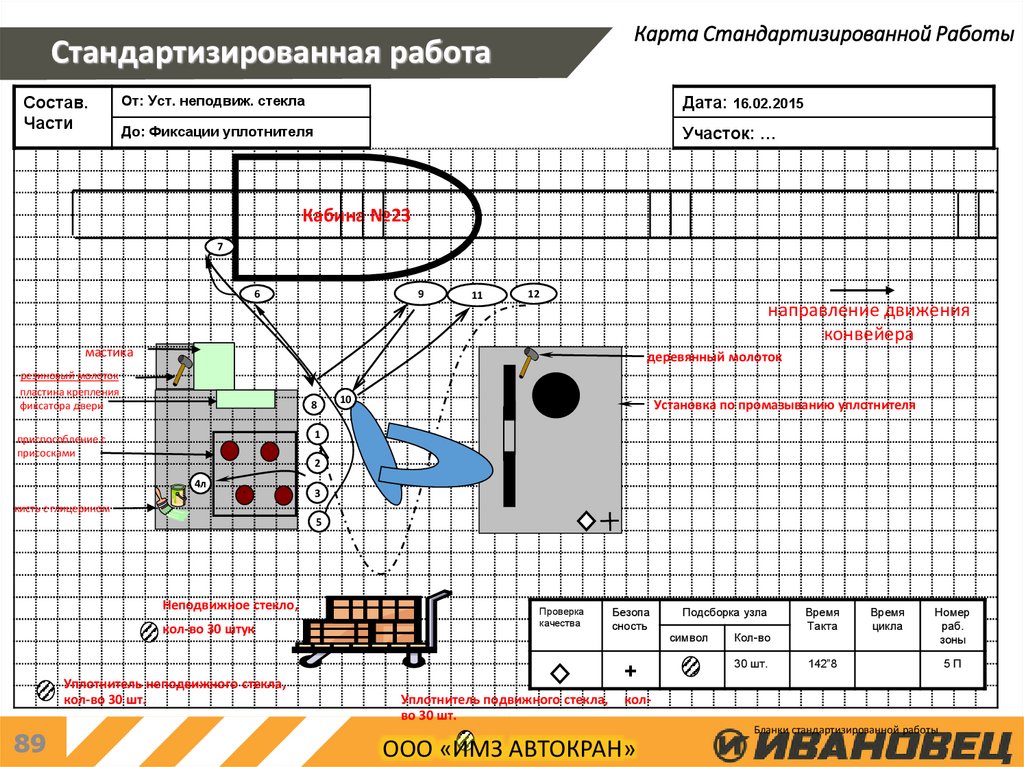
Карта Стандартизированной РаботыСтандартизированная работа
Состав.
Части
От: Уст. неподвиж. стекла
Дата: 16.02.2015
До: Фиксации уплотнителя
Участок: …
Кабина №23
7
9
6
11
12
направление движения
конвейера
мастика
деревянный молоток
резиновый молоток
пластина крепления
фиксатора двери
8
10
Установка по промазыванию уплотнителя
1
приспособление с
присосками
2
4л
`
3
кисть с глицерином
5
Неподвижное стекло,
кол-во 30 штук
Уплотнитель неподвижного стекла,
кол-во 30 шт.
89
Проверка
качества
Безопа
сность
+
Уплотнитель подвижного стекла,
во 30 шт.
Подсборка узла
символ
Кол-во
30 шт.
Время
Такта
Время
цикла
Номер
раб.
зоны
142”8
колБланки стандартизированной работы
ООО «ИМЗ АВТОКРАН»
5П
90.
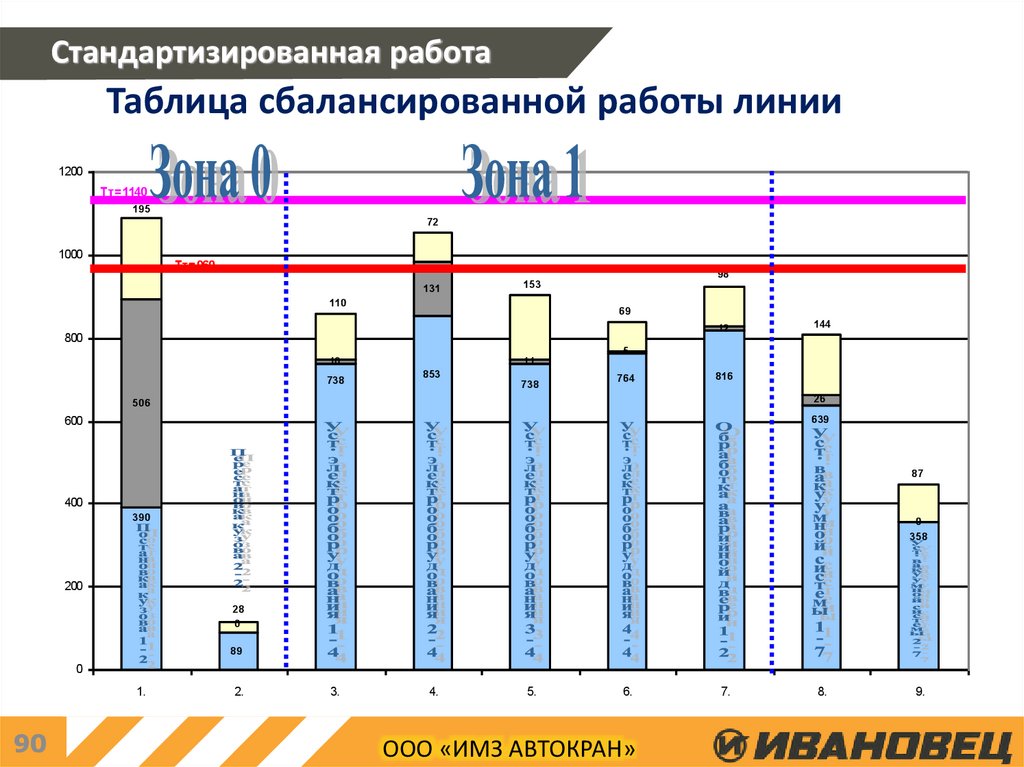
Стандартизированная работаТаблица сбалансированной работы линии
1200
Тт=1140
195
72
1000
Тт=960
131
98
153
110
69
12
800
10
738
11
853
738
144
5
764
816
26
506
639
600
87
400
390
0
358
200
28
0
89
0
1.
90
2.
3.
4.
5.
6.
ООО «ИМЗ АВТОКРАН»
7.
8.
9.
91.
Стандартизированная работаТаблица сбалансированной работы по бригаде
Проведение перебалансировки по рабочим местам и
дозагрузки операторов до времени такта
Время
такта
Колебания
Рабочие места
Время
такта
Операторы
Бригадир
Операторы
91
ООО «ИМЗ АВТОКРАН»
92.
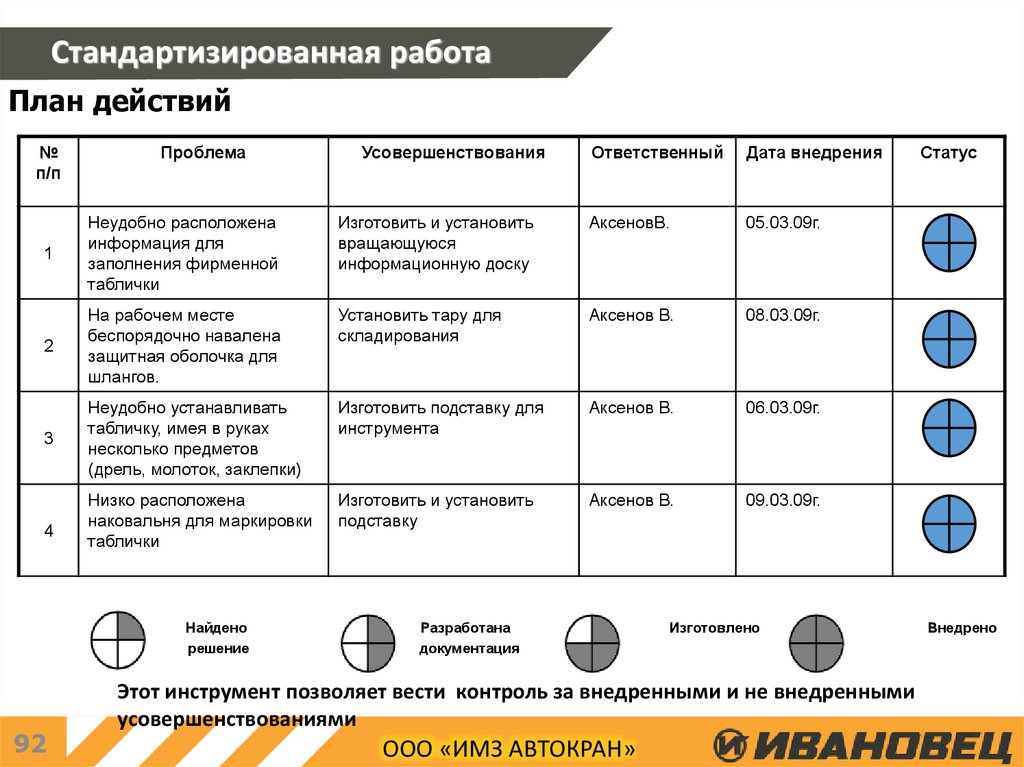
Стандартизированная работаПлан действий
№
п/п
Проблема
Усовершенствования
Ответственный
Дата внедрения
Изготовить и установить
вращающуюся
информационную доску
АксеновВ.
05.03.09г.
1
Неудобно расположена
информация для
заполнения фирменной
таблички
Установить тару для
складирования
Аксенов В.
08.03.09г.
2
На рабочем месте
беспорядочно навалена
защитная оболочка для
шлангов.
Изготовить подставку для
инструмента
Аксенов В.
06.03.09г.
3
Неудобно устанавливать
табличку, имея в руках
несколько предметов
(дрель, молоток, заклепки)
Низко расположена
наковальня для маркировки
таблички
Изготовить и установить
подставку
Аксенов В.
09.03.09г.
4
Найдено
решение
92
Разработана
документация
Изготовлено
Этот инструмент позволяет вести контроль за внедренными и не внедренными
усовершенствованиями
ООО «ИМЗ АВТОКРАН»
Статус
Внедрено
93.
Стандартизированная работаПринципы оптимизации рабочего места :
Необходимо избавиться от всех стереотипов мышления – нужно мыслить
объемно и гибко
Если на данном этапе нет решения – значит, оно не видно и его нужно искать
Не решаемых проблем не бывает
Никогда нельзя говорить «это нельзя сделать, потому что это нельзя сделать»
Поэтапное решение любой проблемы
Не старайтесь решить сложный комплекс проблем одновременно. Разложите его
на составляющие и решайте поэтапно
Отношение к проблеме
Проблема и её решение – это наша работа и профессия
Проверка поступающей информации
Всю информацию необходимо проверять, чтобы исключить возможные ошибки
93
ООО «ИМЗ АВТОКРАН»
94.
Стандартизированная работаНет предела совершенствованию
Никогда нельзя надолго останавливаться на достигнутом уровне – то, что хорошо
сегодня, устареет завтра
Информированность на каждом этапе проведенной работы
Оператор должен знать и понимать смысл Ваших изменений
Его необходимо постоянно информировать о дальнейших планах и будущих
результатах
Установление личного контакта с оператором
Нужно всегда помнить, что оператор знает свою работу лучше
Принцип «покупателя»
Оператор является «покупателем» на своём рабочем месте – покупателем
инструмента, оснастки, тары, материалов, при этом необходимо помнить о цене
покупки
94
ООО «ИМЗ АВТОКРАН»
95.
Стандартизированная работаЭтот инструмент необходим для отражения внедренного изменения (Кайзен)
95
ООО «ИМЗ АВТОКРАН»
96.
Стандартизированная работаСообщение о внедрении новшества
Участок:
Оператор:
Тт: 840''
Подготовлен:
Рабочее место:
Операция:
Тц: 752''
Дата: 26.01.18г.
До изменения
После изменения
Проблема
Потери времени на распутывание
шлангов при подготовке к работе иДо
уборке рабочего места
Качество
96
Безопасность
Внедренное изменение
Внедрены приспособления (катушки)
для скручивания шлангов
Цель
Время цикла
Время
колебаний
Тц
Тк
ООО «ИМЗ АВТОКРАН»
Результат
Исключение потерь времени
оператором
После
97.
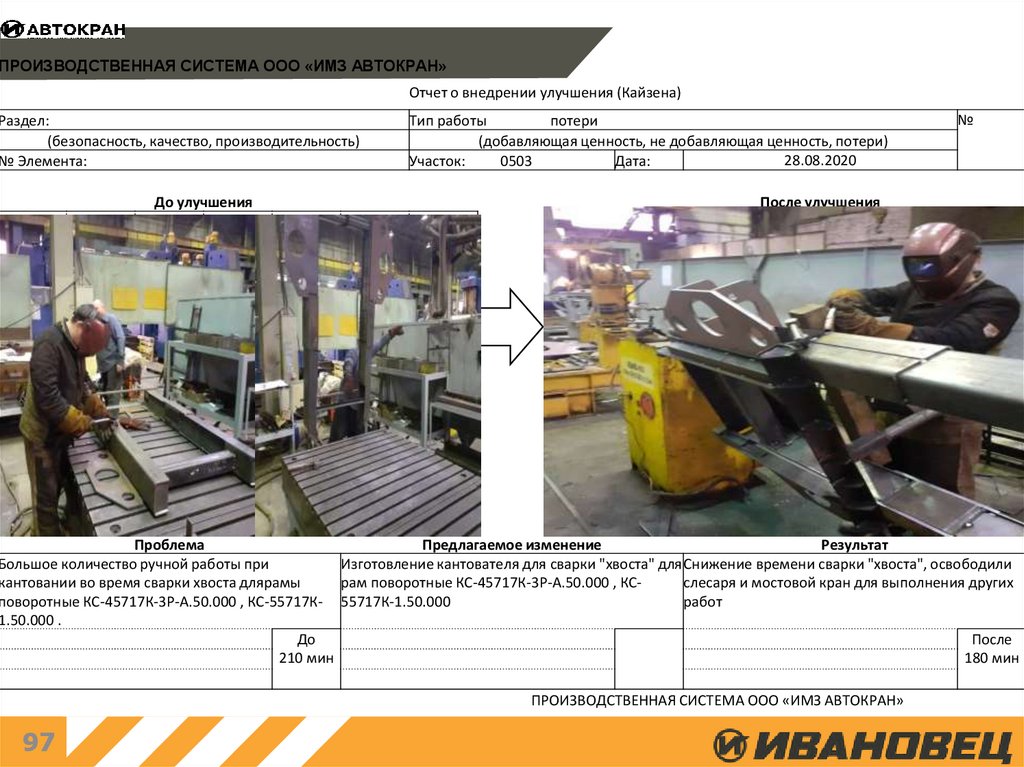
ПРОИЗВОДСТВЕННАЯ СИСТЕМА ООО «ИМЗ АВТОКРАН»Отчет о внедрении улучшения (Кайзена)
Раздел:
(безопасность, качество, производительность)
№ Элемента:
До улучшения
Тип работы
потери
(добавляющая ценность, не добавляющая ценность, потери)
28.08.2020
Участок:
0503
Дата:
№
После улучшения
Проблема
Предлагаемое изменение
Результат
Большое количество ручной работы при
Изготовление кантователя для сварки "хвоста" для Снижение времени сварки "хвоста", освободили
кантовании во время сварки хвоста длярамы
рам поворотные КС-45717К-3Р-А.50.000 , КСслесаря и мостовой кран для выполнения других
поворотные КС-45717К-3Р-А.50.000 , КС-55717К- 55717К-1.50.000
работ
1.50.000 .
До
После
210 мин
180 мин
ПРОИЗВОДСТВЕННАЯ СИСТЕМА ООО «ИМЗ АВТОКРАН»
97
98.
ПРОИЗВОДСТВЕННАЯ СИСТЕМА ООО «ИМЗ АВТОКРАН»Отчет о внедрении улучшения (Кайзена)
Раздел: производительность
(безопасность, качество, производительность)
№ Элемента:
До улучшения
Тип работы
потери
(добавляющая ценность, не добавляющая ценность, потери)
21.07.2020
Участок:
0501
Дата:
№1
После улучшения
Проблема
Предлагаемое изменение
Результат
Разметка рамы для установки одинадцати ребер Изготовление двух оснасток для установки ребер Уменьшение времени на установку ребер,
на рамы поворотные КС-45717К-3Р-А.50.000 , КСснижение вероятности ошибки при установке
55717К-1.50.000
ребер
До
После
90 мин
30 мин
ПРОИЗВОДСТВЕННАЯ СИСТЕМА ООО «ИМЗ АВТОКРАН»
98
99.
Стандартизированная работаРабочий стандарт (РС) – документ,
определяющий стандартный порядок
выполнения технологических операций на
рабочем месте, формулирующий чёткое
представление об особенностях выполнения
технологического процесса
(обеспечивающих наилучшее значение
параметров безопасности, качества,
производительности и затрат при выполнении
операций)
99
ООО «ИМЗ АВТОКРАН»
100.
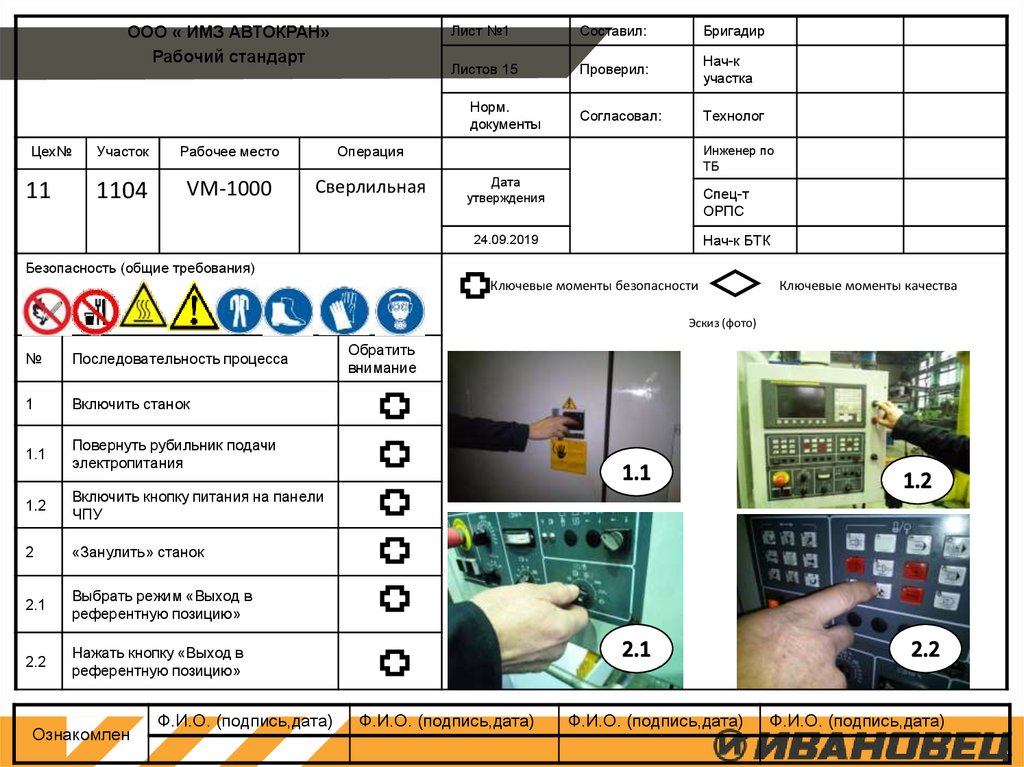
ООО « ИМЗ АВТОКРАН»Рабочий стандарт
Лист №1
Составил:
Бригадир
Листов 15
Проверил:
Нач-к
участка
Согласовал:
Технолог
Норм.
документы
Цех№
Участок
Рабочее место
Операция
11
1104
VM-1000
Сверлильная
Инженер по
ТБ
Дата
утверждения
Спец-т
ОРПС
Нач-к БТК
24.09.2019
Безопасность (общие требования)
Ключевые моменты безопасности
Ключевые моменты качества
Эскиз (фото)
№
Последовательность процесса
1
Включить станок
1.1
Повернуть рубильник подачи
электропитания
1.2
Включить кнопку питания на панели
ЧПУ
2
«Занулить» станок
2.1
Выбрать режим «Выход в
референтную позицию»
2.2
Нажать кнопку «Выход в
референтную позицию»
Ознакомлен
Ф.И.О. (подпись,дата)
Обратить
внимание
Ф.И.О. (подпись,дата)
Ф.И.О. (подпись,дата)
Ф.И.О. (подпись,дата)
101.
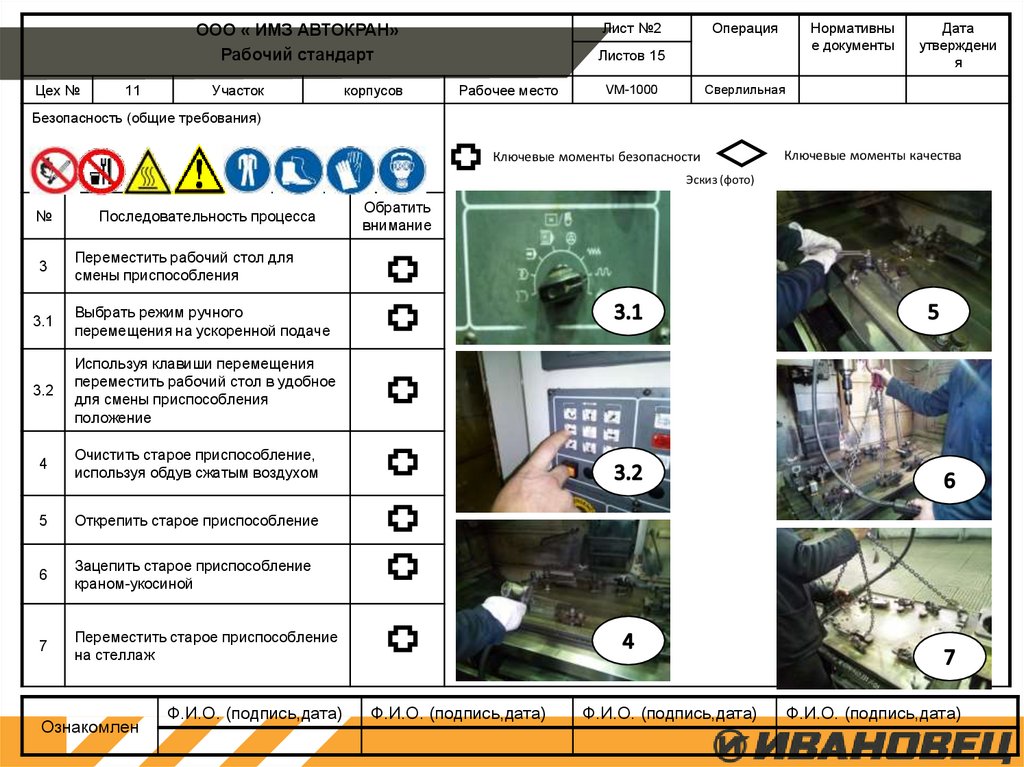
Лист №2ООО « ИМЗ АВТОКРАН»
Рабочий стандарт
Цех №
11
Участок
корпусов
Операция
Нормативны
е документы
Листов 15
Рабочее место
Дата
утверждени
я
Сверлильная
VM-1000
Безопасность (общие требования)
Ключевые моменты безопасности
Ключевые моменты качества
Эскиз (фото)
№
Последовательность процесса
3
Переместить рабочий стол для
смены приспособления
3.1
Выбрать режим ручного
перемещения на ускоренной подаче
3.2
Используя клавиши перемещения
переместить рабочий стол в удобное
для смены приспособления
положение
4
Очистить старое приспособление,
используя обдув сжатым воздухом
5
Открепить старое приспособление
6
Зацепить старое приспособление
краном-укосиной
7
Переместить старое приспособление
на стеллаж
Ознакомлен
Ф.И.О. (подпись,дата)
Обратить
внимание
Ф.И.О. (подпись,дата)
Ф.И.О. (подпись,дата)
Ф.И.О. (подпись,дата)
102.
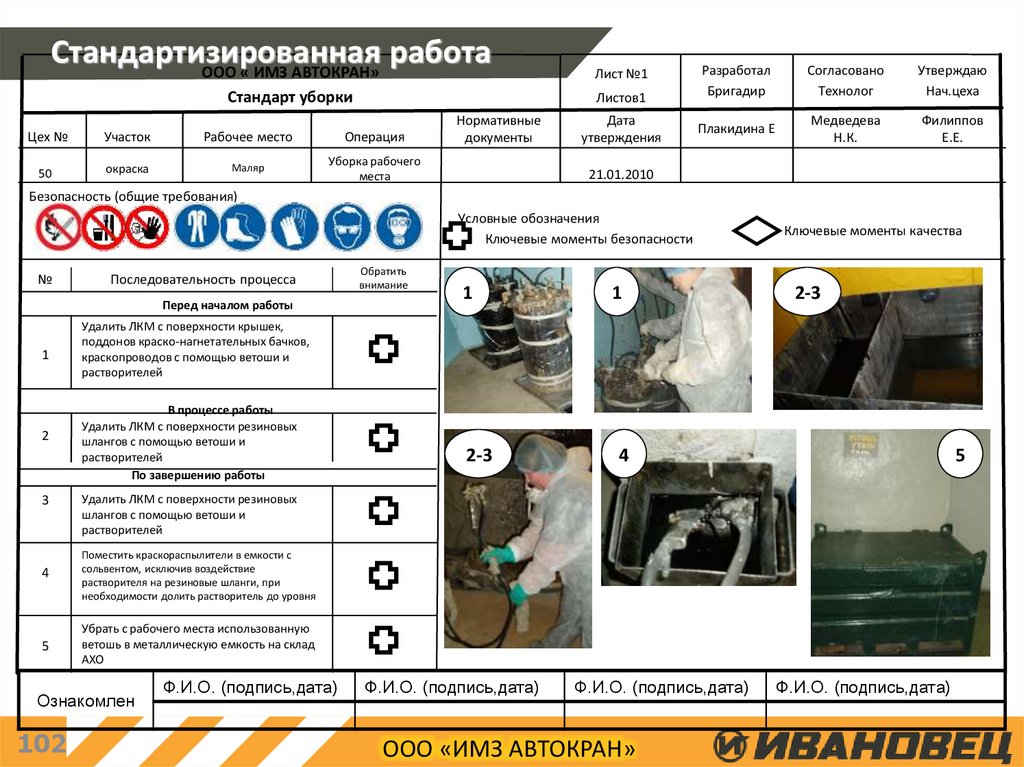
Стандартизированнаяработа
ООО « ИМЗ АВТОКРАН»
Стандарт уборки
Лист №1
Листов1
Цех №
Участок
Рабочее место
Операция
50
окраска
Маляр
Уборка рабочего
места
Нормативные
документы
Дата
утверждения
Разработал
Бригадир
Согласовано
Технолог
Утверждаю
Нач.цеха
Плакидина Е
Медведева
Н.К.
Филиппов
Е.Е.
21.01.2010
Безопасность (общие требования)
Условные обозначения
Ключевые моменты безопасности
№
Последовательность процесса
Перед началом работы
1
2
3
1
1
2-3
4
2-3
Удалить ЛКМ с поверхности крышек,
поддонов краско-нагнетательных бачков,
краскопроводов с помощью ветоши и
растворителей
В процессе работы
Удалить ЛКМ с поверхности резиновых
шлангов с помощью ветоши и
растворителей
По завершению работы
5
Удалить ЛКМ с поверхности резиновых
шлангов с помощью ветоши и
растворителей
4
Поместить краскораспылители в емкости с
сольвентом, исключив воздействие
растворителя на резиновые шланги, при
необходимости долить растворитель до уровня
5
Убрать с рабочего места использованную
ветошь в металлическую емкость на склад
АХО
Ознакомлен
102
Обратить
внимание
Ключевые моменты качества
Ф.И.О. (подпись,дата)
Ф.И.О. (подпись,дата)
Ф.И.О. (подпись,дата)
ООО «ИМЗ АВТОКРАН»
Ф.И.О. (подпись,дата)
103.
ООО «ИМЗСтандарт качества №
Модель:
АВТОКРАН»
1
Участок: Сварки и сборки стрел
Установка упоров на секции
Цех №5
Рабочее место: Сборка полуфабрикатов
выдвижных секций стрел
Метод: визуальный
Инструмент: чистые рабочие перчатки ХБ, ключ
рожковый.
Проверка: визуально оценивается качество
покраски, надежность крепления упора
Параметры: отсутствие на поверхности следов
грязи и литола.
Не допускается
Согласование
Инициатор
Ф.И.О.
Правильно
Подпись
Дата
ОГТ
ОТК
104.
Опасные производственные факторыСтандарт безопасности для электросварщика
1. Замыкание электрической цепи через тело человека.
2. Облучение ультрафиолетовыми и инфракрасными лучами.
3. Повышенная загазованность воздуха рабочей зоны.
Ознакомлен
Ф.И.О
Подпись
ИОТ
Пожарная часть
9-01, 1-01(с мобильного)
Скорая помощь
9-03, 1-03(с мобильного)
Ф.И.О.
Подпись
Разработал
Согласовано:
ОТиПБ
МАСКА
Дата разр.
Утвердил
Идентификация опасностей
Воздействие производственных факторов:
•Повышенное напряжение в электрической цепи.
•Острые кромки и заусенцы.
•Раскаленные и расплавленные частицы металла, искры, брызги.
•Повышенная температура свариваемых поверхностей и воздуха.
КОСТЮМ
КРАГИ
ЗАЩИТНАЯ
ОБУВЬ
Защита от факторов:
•Использовать СИЗ: костюм из огнестойких материалов или костюм
сварщика, ботинки кожаные с защитным подноском, рукавицы брезентовые
или краги сварщика, шлем защитный.
•Сварочные провода должны прокладываться так, что бы их не могли
повредить машины и механизмы.
•Зачистку швов от шлака и окалин производить в защитных очках.
Ключевые моменты безопасности
Запрещается:
• Работать с неисправным оборудованием, инструментом и
приспособлениями, а также СИЗ.
• Хранить огнеопасные материалы в местах производства сварочных
работ.
105.
Стандартизированная работаПосле описания стандартизированной
работы и размещения соответствующей
информации о ней на рабочем месте, эта
работа становится предметом
непрерывного совершенствования с
помощью "кайзен"
105
ООО «ИМЗ АВТОКРАН»
106.
Стандартизированная работаАНАЛИЗ
ВЫЯВЛЕНИЕ МУДЫ
РАЗРАБОТКА УСОВЕРШЕНСТВОВАНИЙ
ВНЕДРЕНИЕ УСОВЕРШЕНСТВОВАНИЙ
СТАБИЛИЗАЦИЯ
ОЦЕНКА РЕЗУЛЬТАТОВ(ПОВТОРНЫЙ АНАЛИЗ)
РАЗРАБОТКА РАБОЧЕГО СТАНДАРТА
106
ООО «ИМЗ АВТОКРАН»
107.
107
108.
108
109.
Производственная система109
ООО «ИМЗ АВТОКРАН»