


 Промышленность
ПромышленностьПохожие презентации:










Совершенствование технологического процесса производства стальной канатной проволоки по гост 7372-79 в условиях цеха №6 АО “БМК”
1.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ОБРАЗОВАНИЯ
«МАГНИТОГОРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ИМ. Г.И. НОСОВА»
ФИЛИАЛ В Г. БЕЛОРЕЦКЕ
Курсовой проект по дисциплине
«Технология производства металлоизделий»
СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА ПРОИЗВОДСТВА СТАЛЬНОЙ
КАНАТНОЙ ПРОВОЛОКИ ПО ГОСТ 7372-79 В
УСЛОВИЯХ ЦЕХА №6 АО “БМК”
Белорецк, 2023
Выполнил:
студент гр. БММб-19 Косимцев Никита Евгеньевич
Руководитель курсового проекта:
доцент кафедры МиС Иванцов Артём Борисович
2.
ЦЕЛИ И ЗАДАЧИ КУРСОВОГО ПРОЕКТАЦель курсового проекта: Совершенствование технологического процесса
производства стальной канатной проволоки по ГОСТ 7372–79 для снижения
дефектности поверхности проволоки.
Задачи:
1. Анализ нормативной документации на канатную проволоку;
2. Расчет маршрута волочения канатной проволоки из стали марки 70;
3. Совершенствование технологического процесса волочения проволоки из
стали марки 70 путем замены действующего стана и установки
дополнительного оборудования для подготовки поверхности;
4. Выбор оборудования для реализации предлагаемой технологии.
3.
ПРИМЕНЕНИЕ КАНАТНОЙ ПРОВОЛОКИ4.
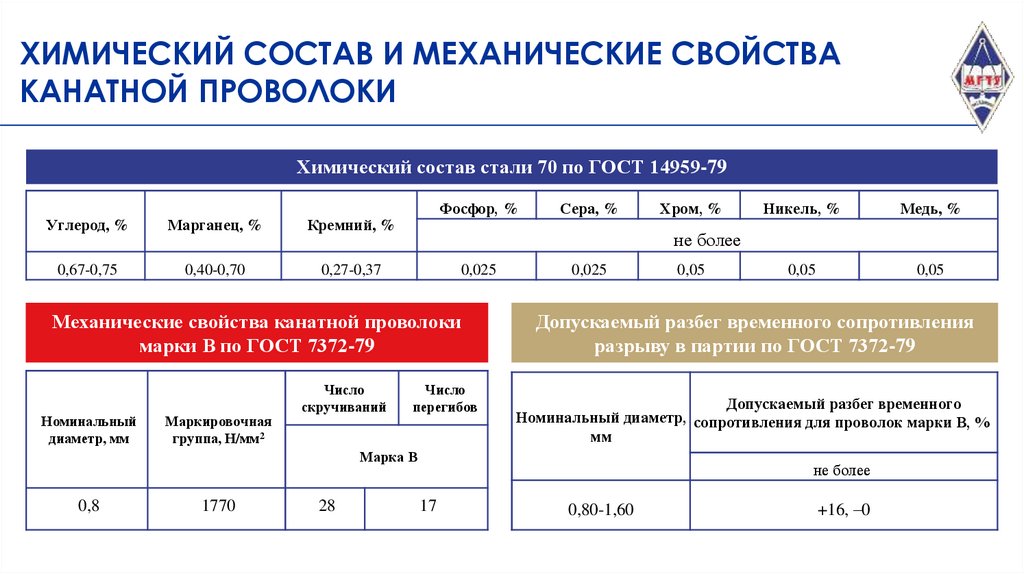
ХИМИЧЕСКИЙ СОСТАВ И МЕХАНИЧЕСКИЕ СВОЙСТВАКАНАТНОЙ ПРОВОЛОКИ
Химический состав стали 70 по ГОСТ 14959-79
Углерод, %
Марганец, %
Кремний, %
0,67-0,75
0,40-0,70
0,27-0,37
Фосфор, %
Номинальный
диаметр, мм
Маркировочная
группа, Н/мм2
0,025
Число
перегибов
0,025
1770
28
Никель, %
Медь, %
0,05
0,05
0,05
Допускаемый разбег временного сопротивления
разрыву в партии по ГОСТ 7372-79
Допускаемый разбег временного
Номинальный диаметр, сопротивления для проволок марки В, %
мм
Марка В
0,8
Хром, %
не более
Механические свойства канатной проволоки
марки В по ГОСТ 7372-79
Число
скручиваний
Сера, %
не более
17
0,80-1,60
+16, –0
5.
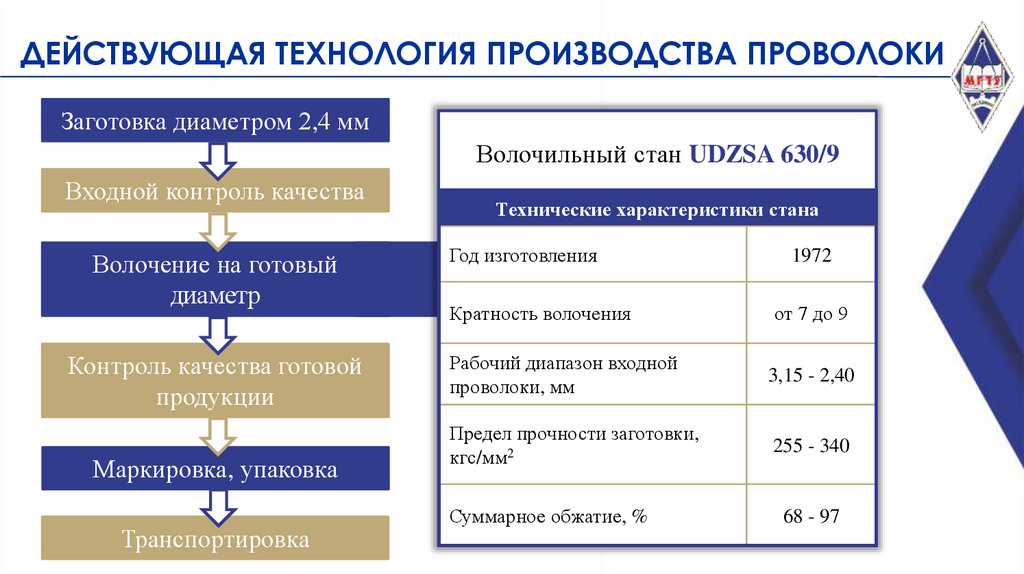
ДЕЙСТВУЮЩАЯ ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ПРОВОЛОКИЗаготовка диаметром 2,4 мм
Волочильный стан UDZSA 630/9
Входной контроль качества
Волочение на готовый
диаметр
Контроль качества готовой
продукции
Маркировка, упаковка
Транспортировка
Технические характеристики стана
Год изготовления
1972
Кратность волочения
от 7 до 9
Рабочий диапазон входной
проволоки, мм
3,15 - 2,40
Предел прочности заготовки,
кгс/мм2
255 - 340
Суммарное обжатие, %
68 - 97
6.
СУЩЕСТВУЮЩИЕ ПРОБЛЕМЫОтсутствие подготовки поверхности:
При волочении проволоки окалина, находящаяся
на ее поверхности, приводит к увеличению трения
в канале волок, силы волочения, температуры в
очаге деформации и величины остаточных
напряжений в проволоке после волочения. Все это
ведет к преждевременному износу волочильного
оборудования и ухудшению качества продукции.
Устаревшее оборудование:
Волочение
производится
на
устаревших
волочильных станах UDZSA, которые не
позволяют достигать высокого качества для
конкурентоспособности продукции на рынке.
UDZSA 630 / 9 SKET
7.
ВЫБОР ОБОРУДОВАНИЯ ДЛЯ ПОДГОТОВКИ ПОВЕРХНОСТИЩеточная машина для подготовки поверхности
• Безупречная и однородная очистки поверхности проволоки
благодаря специальной системе прижима линейных щеток;
• Автоматическая дополнительная регулировка щеток по мере
их износа;
• Скорость работы до 10 м/с.
Машина для промывки и нанесения подсмазочного слоя
• Промывка, нанесения подсмазочного слоя и сушка в одном
устройстве;
• Комплекс функций управления для надёжности и
воспроизводимости процесса;
• Автоматический контроль уровня заполнения и нагревания.
8.
ВЫБОР ВОЛОЧИЛЬНОГО ОБОРУДОВАНИЯМаршрут волочения
Протяжка
Конечный диаметр проволок, мм
0
2,40
1
2,11
Вертикальная волочильный
стан MDLV 400/9
2
1,86
3
1,64
4
1,45
5
1,28
6
1,13
7
1,00
8
0,88
9
0,80
Технические характеристики стана
Страна производства
Швейцария
Кратность волочения
9
Рабочий диапазон входной
проволоки, мм
Диапазон готовой проволоки,мм
3,0 - 2,40
Не менее 0,8
Скорость волочения, м/мин
600 - 800
Мощность двигателя, кВт
22
9.
ЗАКЛЮЧЕНИЕ1.
В курсовом проекте была рассмотрена существующая технология
производства канатной проволоки. Были выявлены проблемы,
которые введут к преждевременному износу волочильного
оборудования и ухудшению качества продукции.
2.
Был произведён расчёт маршрута волочения.
3.
С учетом рассчитанного маршрута было предложено заменить
применяемый в СПЦ № 6 стан UDZSA 630 / 9 SKET, на стан MDLV
400/9 фирмы «SCHLATTER»,а также установить оборудование для
подготовки поверхности.