 Промышленность
ПромышленностьПохожие презентации:










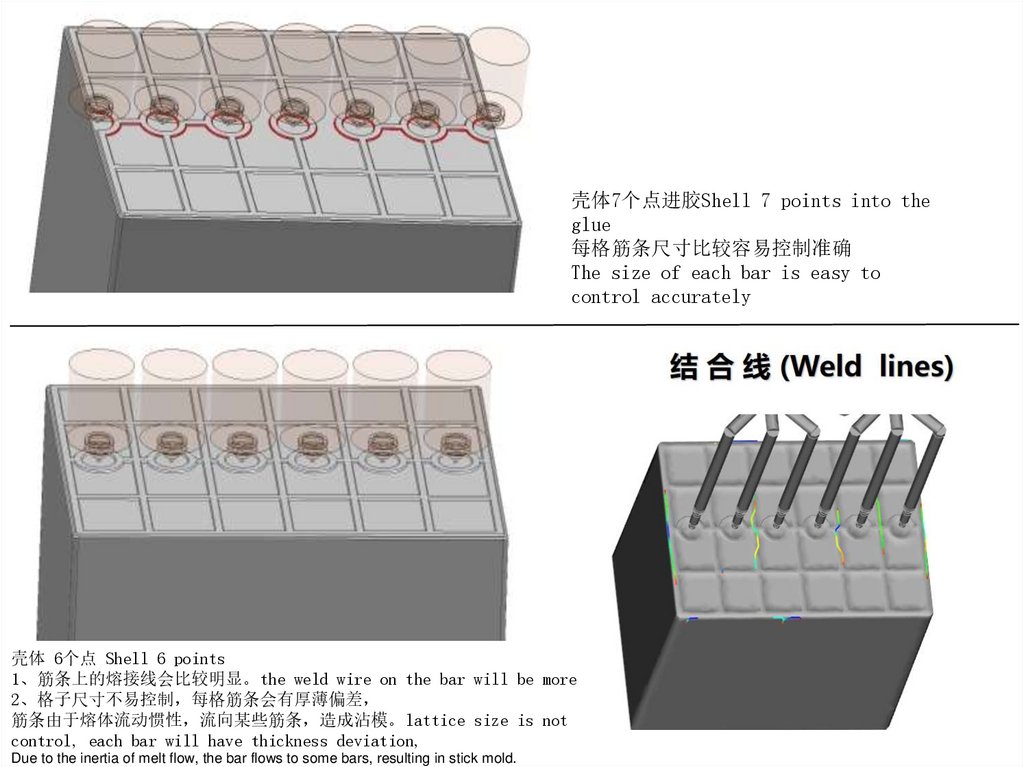
结 合线 (Weld lines)
1.
壳体7个点进胶Shell 7 points into theglue
每格筋条尺寸比较容易控制准确
The size of each bar is easy to
control accurately
壳体 6个点 Shell 6 points
1、筋条上的熔接线会比较明显。the weld wire on the bar will be more obvious.
2、格子尺寸不易控制 每格筋条会有厚薄偏差
筋条由于熔体流动惯性 流向某些筋条 造成沾模。lattice size is not easy to
control, each bar will have thickness deviation,
Due to the inertia of melt flow, the bar flows to some bars, resulting in stick mold.
2.
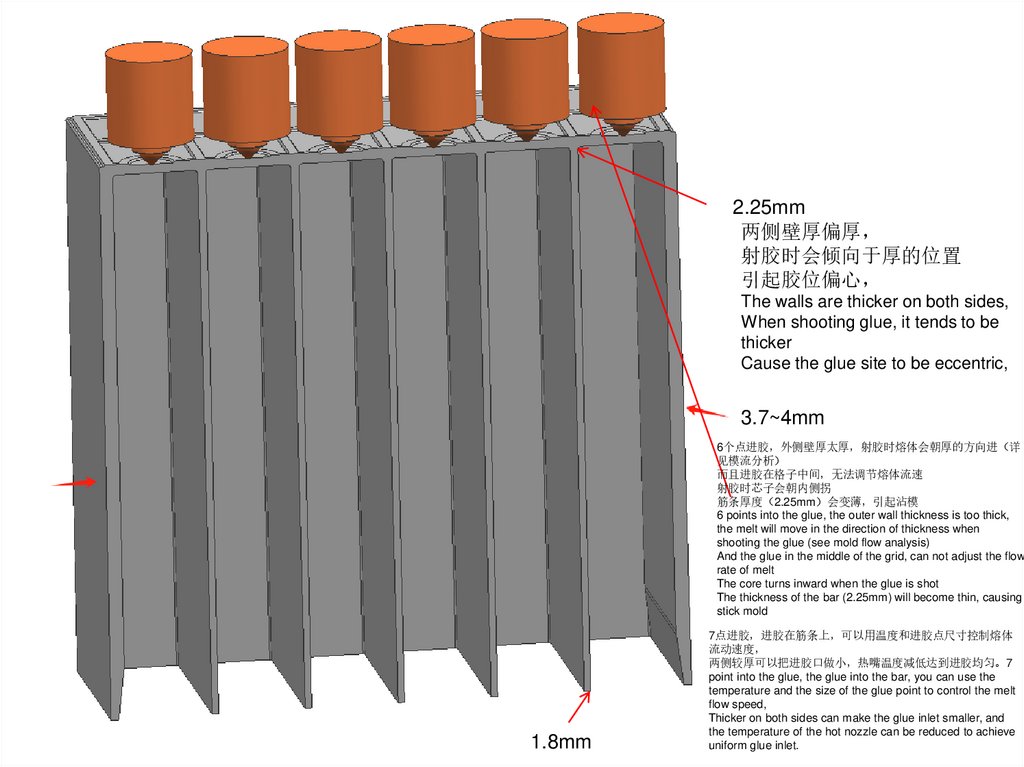
2.25mm两侧壁厚偏厚
射胶时会倾向于厚的位置
引起胶位偏心
The walls are thicker on both sides,
When shooting glue, it tends to be
thicker
Cause the glue site to be eccentric,
3.7~4mm
6个点进胶 外侧壁厚太厚 射胶时熔体会朝厚的方向进 详
见模流分析
而且进胶在格子中间 无法调节熔体流速
射胶时芯子会朝内侧拐
筋条厚度 2.25mm 会变薄 引起沾模
6 points into the glue, the outer wall thickness is too thick,
the melt will move in the direction of thickness when
shooting the glue (see mold flow analysis)
And the glue in the middle of the grid, can not adjust the flow
rate of melt
The core turns inward when the glue is shot
The thickness of the bar (2.25mm) will become thin, causing
stick mold
1.8mm
7点进胶 进胶在筋条上 可以用温度和进胶点尺寸控制熔体
流动速度
两侧较厚可以把进胶口做小 热嘴温度减低达到进胶均匀。7
point into the glue, the glue into the bar, you can use the
temperature and the size of the glue point to control the melt
flow speed,
Thicker on both sides can make the glue inlet smaller, and
the temperature of the hot nozzle can be reduced to achieve
uniform glue inlet.
3.
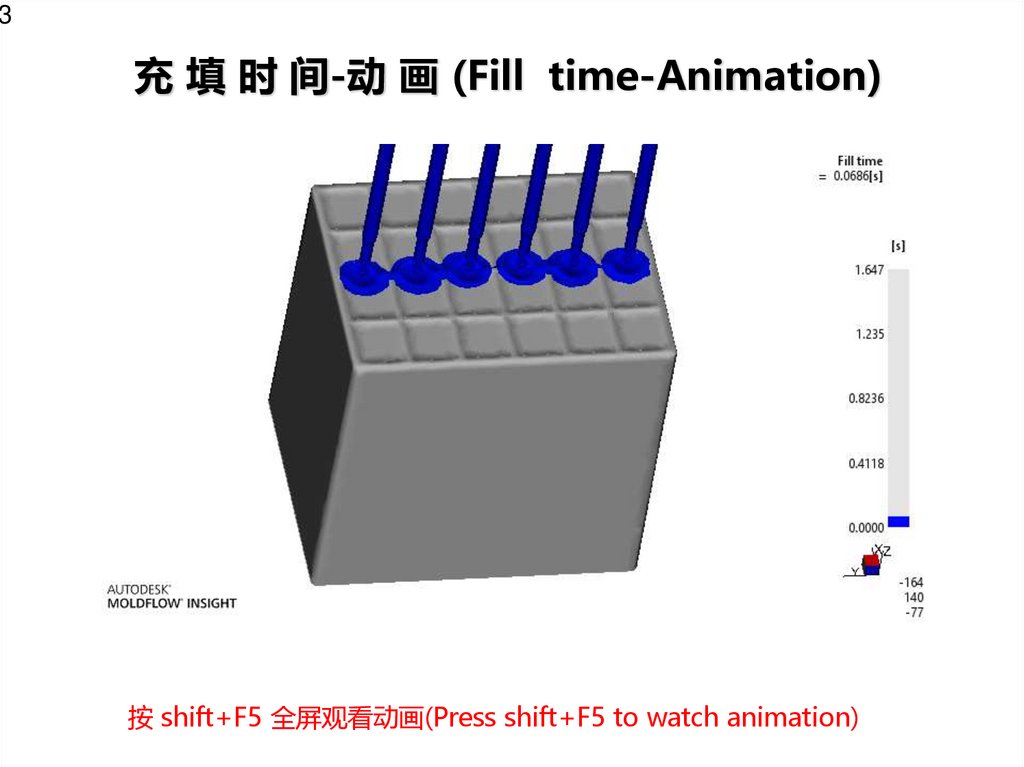
3充 填 时 间-动 画 (Fill time-Animation)
按 shift+F5 全屏观看动画(Press shift+F5 to watch animation)
4.
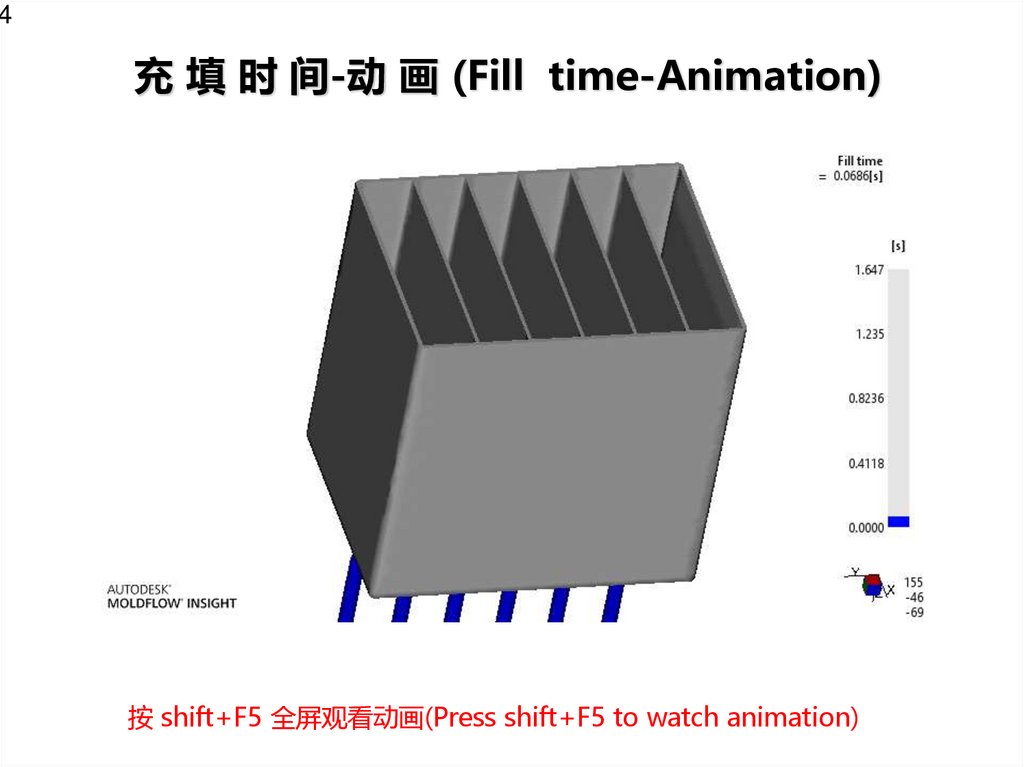
4充 填 时 间-动 画 (Fill time-Animation)
按 shift+F5 全屏观看动画(Press shift+F5 to watch animation)