

















 Английский язык
Английский язык Промышленность
ПромышленностьПохожие презентации:










Welding
1.
2.
1.Welding2. Forge or Blacksmith
Welding
3. Thermit Welding
4. Electric Welding
5. Types of resistance
welding:
-Spot Welding;
- Butt Welding;
-Flash Welding;
- Percussion Welding;
-Seam Welding;
-Projection Welding;
- Electric Arc Welding
6. Gas Welding
3.
Welding is a method of causingfusion between two like pieces of
metal to form one homogeneous mass
of metal.
Fusion of two masses of metal may
be brought about four different
processes, namely:
1) Forge or blacksmith welding;
2) Thermit welding;
3) Electric welding;
4) Gas welding.
4.
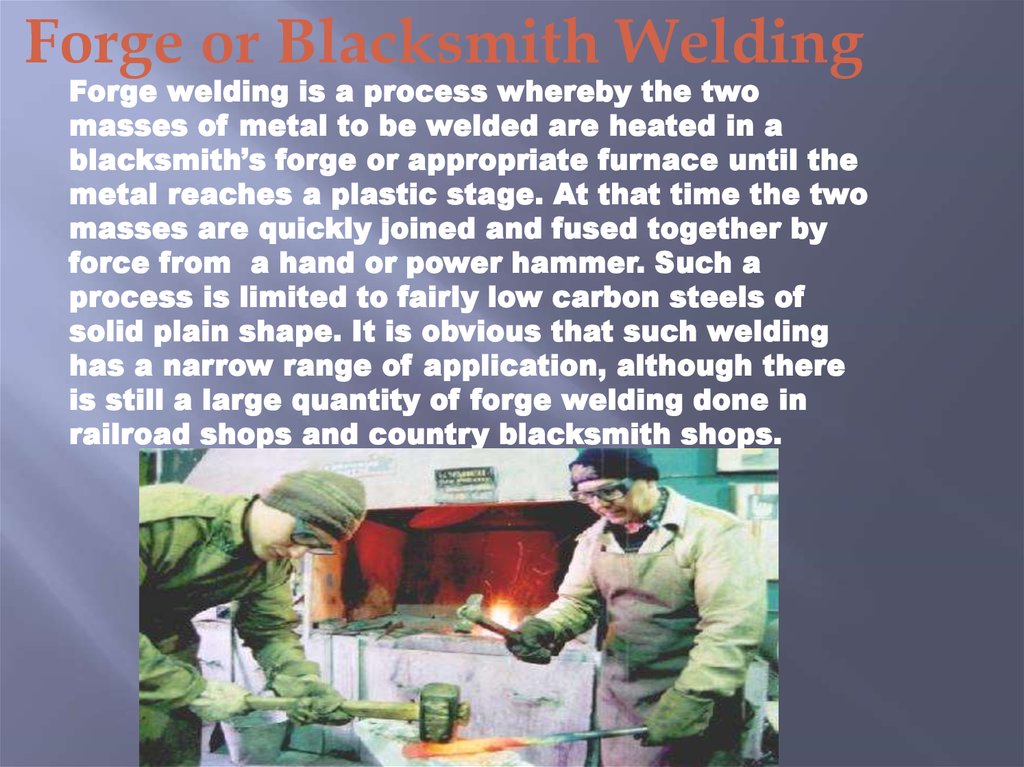
Forge or Blacksmith WeldingForge welding is a process whereby the two
masses of metal to be welded are heated in a
blacksmith’s forge or appropriate furnace until the
metal reaches a plastic stage. At that time the two
masses are quickly joined and fused together by
force from a hand or power hammer. Such a
process is limited to fairly low carbon steels of
solid plain shape. It is obvious that such welding
has a narrow range of application, although there
is still a large quantity of forge welding done in
railroad shops and country blacksmith shops.
5. Thermit Welding
is not a common process. Theprocess consists of a chemical reaction obtained
by igniting finely divided aluminium and iron
oxide.
A mold is formed around the pieces to be welded,
and the metal is then preheated to a dull red
colour. The aluminium and iron oxide are retained
in a funnel-shaped receptacle which can be
tapped into the mold when the aluminium and
iron oxide have been made molten by the
chemical reaction which is started by a fuse.
6.
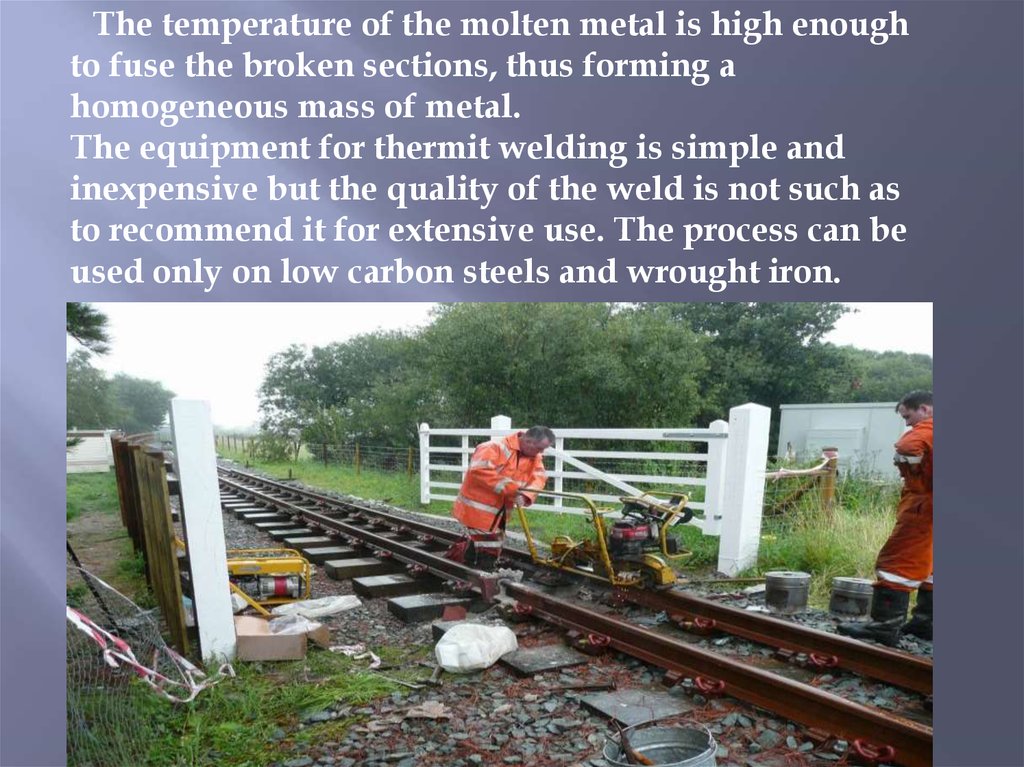
The temperature of the molten metal is high enoughto fuse the broken sections, thus forming a
homogeneous mass of metal.
The equipment for thermit welding is simple and
inexpensive but the quality of the weld is not such as
to recommend it for extensive use. The process can be
used only on low carbon steels and wrought iron.
7. Electric Welding
This type of welding is a pressure process, as isforge welding. It consists of heating to their
plastic temperature the surfaces of parts to be
joined, then applying pressure mechanically to
achieve complete union of the parts. The heating
is accomplished by passage of a heavy, localized
electric current. Alternating current of common
commercial voltage is employed for this
purpose. In all types of resistance welding,
selection of proper electrodes is important to the
success of the process. Electrodes must possess a
high degree of thermal and electrical
conductivity and they also must possess strength
and hardness.
8.
Types of resistance welding are: spot welding; buttwelding; flash welding; percussion welding; seam
welding; projection welding.
9. Spot Welding
This process consists of holding two ormore metals between suitable electrodes
which pass a heavy current through the
materials to be welded.
The electrodes then are forced together by
pressure of sufficient force to join the surfaces
of the base metals in a spot. A spot-welding
machine is the simplest form of resistancewelding device, therefore it is widely adapted
throughout the metal-working industry.
10. Butt-Welding
By this process the partsto be welded are
gripped mechanically
and pressed together
while heat is generated
by passage of a heavy
current through the
area of the joint.
Butt welding is used
extensively for
resistance welding
work. Pipes, tubing,
bars, rods, light-and
medium-weight
structural shapes, etc,
may be butt welded.
11. Flash Welding
This is another type of butt welding,the difference consisting in the method
of heating the base metals. The
electrodes are clamped to the parts to
be joined, and a heavy current is passed
through them. The movable electrode
brings the surface of the metal it holds
into contact with the surface of the
metal held in the stationary electrode.
Just before the two pieces meet, an arc
developed in the short gap causes
sufficient heat to make the surface to be
joined plastic.
12. Percussion Welding
This process is similar to flash weldinginasmuch as it relies upon a sudden
discharge of electrical energy (produced by
the arc) at the joint to generate sufficient
heat to make the surfaces to be joined
plastic. The pressure required to accomplish
the weld at the proper moment is obtained
by employing a heavy spring.
Percussion stud
13. Seam Welding
This a resistance-weldingprocess which consists of
passing two or more base
metals between electrodes
which are in the form of
rollers. The current is
transmitted through the
electrodes to the metals. The
mechanical pressure
required for forcing them
together, as well as the
current is transmitted by the
roller-shaped electrodes.
The welded joint thus
produced is similar to a
seam made in cloth.
14. Resistance – welding process
15.
Refrigerators, metalcontainers , gasoline tanks,
automobile mufflers,
aircraft fabrications, pipes
for furnaces and stoves,
and other products
requiring pressure-tight
seams and rapidly
produced by seam welding.
Seam – welding
machine
16. Projection Welding
This process is similar to spot weldingand consists of joining two pieces of
metal, one or both of which have
mechanically formed projections. The
purpose of the projection is to localize
the current.
The current and pressures required
for this type of welding are heavier
than those applied in spot welding.
Various sheet-metal parts used in
automobile and aircraft production
are welded by this process.
17.
Spot\ ProjectionPneumatic Welding
machine
Projection Welding
Electrodes
18. Electric Arc Welding
This is a fusion-weldingprocess in which surfaces
to be joined are fused by
the heat of an electric arc.
By bringing the work and
the electrode together as
conductors, an electric
circuit is established;
then, by separating the
conductors, an electric arc
is created in which the
electrical energy is
converted into heat.
19.
20. Gas welding
In gas welding, the fusion heat (which isvery high) is supplied by combining
suitable gases. All gas welding process
utilize oxygen combined with acetylene
and other fuels. The welding torch or
blowpipe consists essentially of a gas
mixing chamber and usually is designed
in two types: the low-pressure injection
type and the equal-pressure type.