































 Менеджмент
МенеджментПохожие презентации:










Инструменты бережливого производства (урок 3)
1.
Инструменты бережливогопроизводства
2.
Цель урокаУзнать инструменты бережливого
производства и их классификацию
2
3.
Инструменты бережливого производства1.1 Система 5С
1.2 Канбан
1.3 Супермаркет
1.4 Поток единичных изделий
1.5 Картирование потока создания ценности
1.6 Производственный анализ
1.7 Быстрая переналадка
1.8 Стандартизированная работа
1.9 Методика решения проблем
3
4.
1. Инструментыбережливого производства
4
5.
1.1 Система 5С5
6.
Система 5С – 5 простых шагов1. СОРТИРУЙТЕ
2. СОБЛЮДАЙТЕ ПОРЯДОК
3. СОДЕРЖИТЕ В ЧИСТОТЕ
4. СТАНДАРТИЗИРУЙТЕ
5. СОВЕРШЕНСТВУЙТЕ
6
7.
Примеры рабочих пространств до сортировкиБыстро все найти и
оценить, что есть
в наличии
7
8.
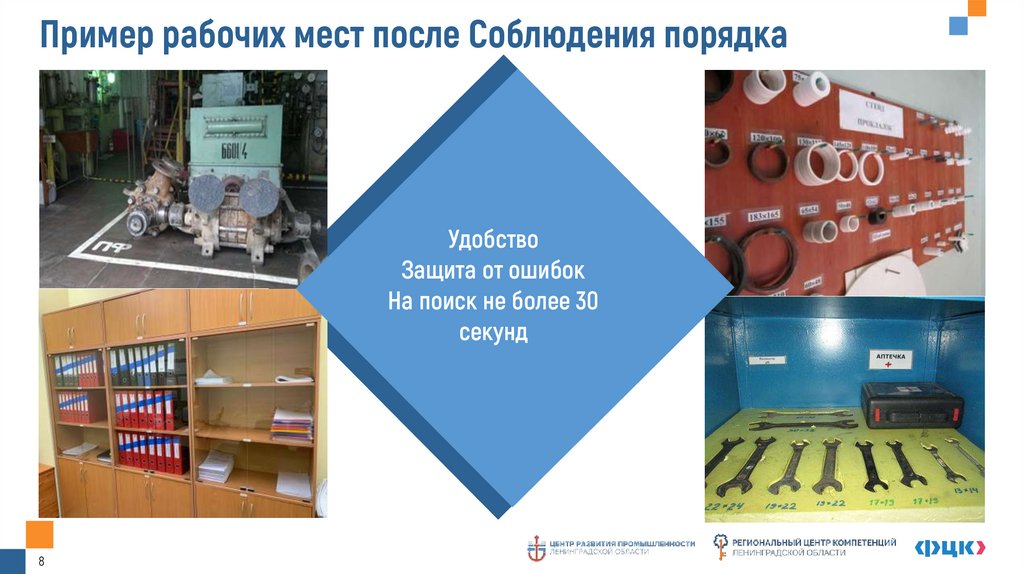
Пример рабочих мест после Соблюдения порядкаУдобство
Защита от ошибок
На поиск не более 30
секунд
8
9.
Безопасность рабочих местПровода
повышают риск
травмирования
9
10.
Пример рабочих мест после Соблюдения чистотыСнижение риска травмирования.
Легко обнаружить дефекты.
Отходы, пыль, мелкие частицы
и т.д. не попадут
в продукцию
10
11.
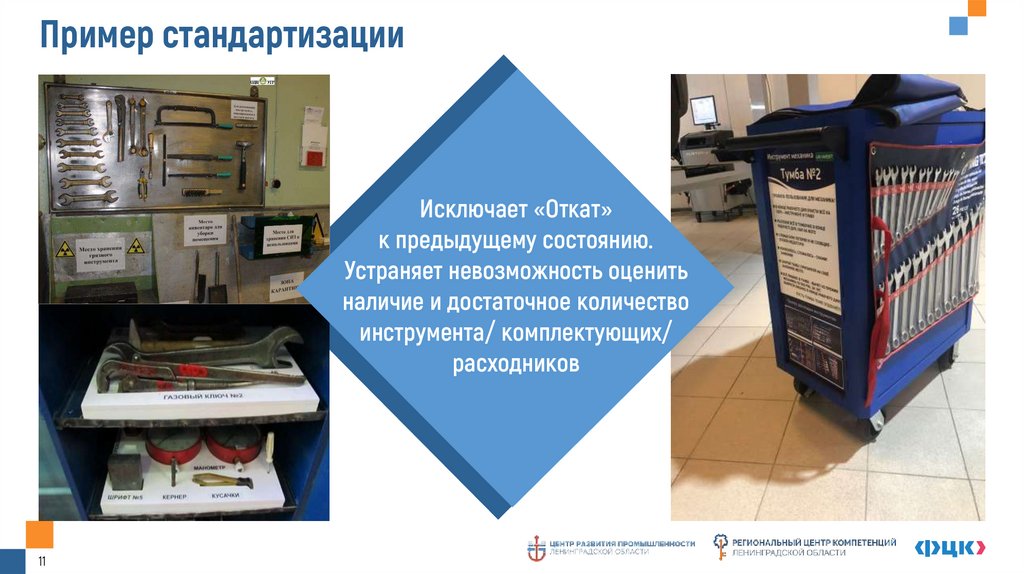
Пример стандартизацииИсключает «Откат»
к предыдущему состоянию.
Устраняет невозможность оценить
наличие и достаточное количество
инструмента/ комплектующих/
расходников
11
12.
1.2 Канбан12
13.
КанбанВ переводе с японского – «сигнал», «знак», «карточка».
Система Канбан – система вытягивания организации производства и
снабжения, позволяющая выпускать продукцию под «заказ» клиента.
Канбан-карты
Канбан-тележки
Канбан-контейнеры
Канбан —представляет собой сопроводительный документ для требуемой ТМЦ (товарноматериальные ценности).
Процесс-потребитель оформляет карточку заказа (канбан), в которой указывает что именно
необходимо, в каком количестве и куда доставить. Канбан отправляется поставщику — на
склад или в процесс, расположенный выше по потоку. Поставщик отправляет потребителю
именно то, что указано в карточке. Главный принцип системы: без канбана движение ТМЦ
13
невозможно.
14.
Кроме карточки заказа, существует еще тарный канбан или канбан пополнения.Представляет собой место хранения с отметками минимального и максимального
уровней.
При использовании тарного канбана заявка поставщику не отправляется.
Поставщик осуществляет транспортировку ТМЦ регулярно, по своему графику и
пополняет материал в месте хранения там, где это необходимо, не выше
максимального уровня, руководствуясь показаниями отметок.
Система канбан позволяет сократить межоперационные запасы до минимально
необходимого уровня.
Снижает объемы запасов, уменьшает количество оборотной тары.
15.
Система Канбан.Пример Канбан-карт
Использование КАНБАН-Карт
Применение цветовой визуализации и идентификации всех адресных зон позволяет
избежать перепутывания материалов
15
16.
Система Канбан.Пример Канбан-тележек
Использование КАНБАН-тележек и КАНБАН-контейнеров
А
В
С
16
17.
Система Канбан.Пример Канбан-контейнеров
Использование КАНБАН-контейнеров
За счет использования КАНБАН-контейнеров различного объема
нормируется запас деталей, находящихся на сборочной линии
17
18.
Система Канбан.Пример Канбан-контейнеров
Малогабаритные детали и метизы хранятся на гравитационных стеллажах в таре малых
размеров, заказ и поставка данных деталей происходит посредством пластиковых КАНБАНконтейнеров разных размеров. Использование гравитационных стеллажей позволяет
обеспечивать принцип FIFO для всех деталей.
18
19.
Система Канбан.Пример электронный Канбан
Электронный Канбан
19
20.
1.3 Супермаркет20
21.
Инструмент предназначен для выравнивания процесса поставок материалов. Идея названияинструмента «супермаркет» взята из магазина самообслуживания (супермаркета). Когда
покупатель в магазине приобретает определенный товар, поставщику отправляется информация о
том, что такой-то товар взят с полки магазина, и эту полку нужно заполнить аналогичным товаром.
Как правило, полки в супермаркетах никогда не пустуют. И в то же время, в магазине редко можно
увидеть запасы сверх того, что размещено на полках.
Супермаркет деталей функционирует аналогичным образом. Между процессом-поставщиком и
процессом-потребителем - стеллаж с ячейками (ряд контейнеров, разметка на полу, иные формы).
Каждая ячейка предназначена только для определенного продукта (детали, заготовки, материала
и т. п.). Потребитель берет из ячейки то, что ему необходимо для дальнейшей работы. Пустая
ячейка является сигналом для поставщика, что ее нужно заполнить определённым продуктом.
Объем межоперационного запаса ограничен ячейками супермаркета. Производится и
поставляется только то, что необходимо. Все, что необходимо потребителю, всегда в наличии.
Супермаркет обеспечивает бесперебойность процесса — потребителя.
22.
СупермаркетЗона комплектования
22
Буферная зона
Сборочная линия
23.
1.4 Поток единичных изделий23
24.
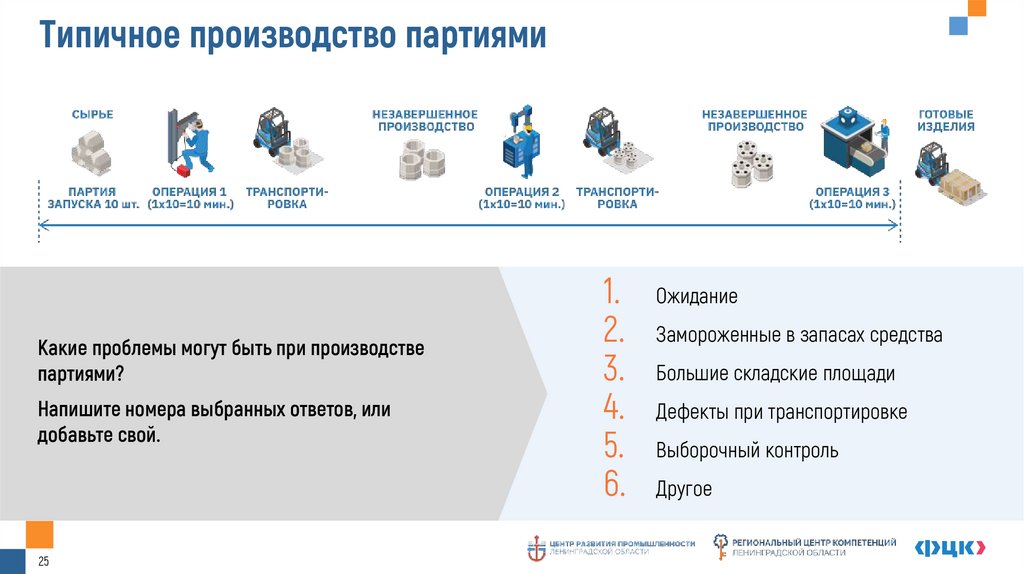
Типичное производство партиямиКакие проблемы могут быть при производстве
партиями?
Напишите номера выбранных ответов, или
добавьте свой.
25
1.
2.
3.
4.
5.
6.
Ожидание
Замороженные в запасах средства
Большие складские площади
Дефекты при транспортировке
Выборочный контроль
Другое
25.
Поток единичных изделийПоток единичных изделий – это поток, в котором технологическая
цепочка в соответствии со временем такта разбита на операции, между
которыми передача изделий происходит по одной штуке (минимальной
партии)
26
26.
Какой способ выгоднее?Время выхода
партии
готовых
изделий
30 мин.
Время
готовности 10
изделий
12 мин.
27
27.
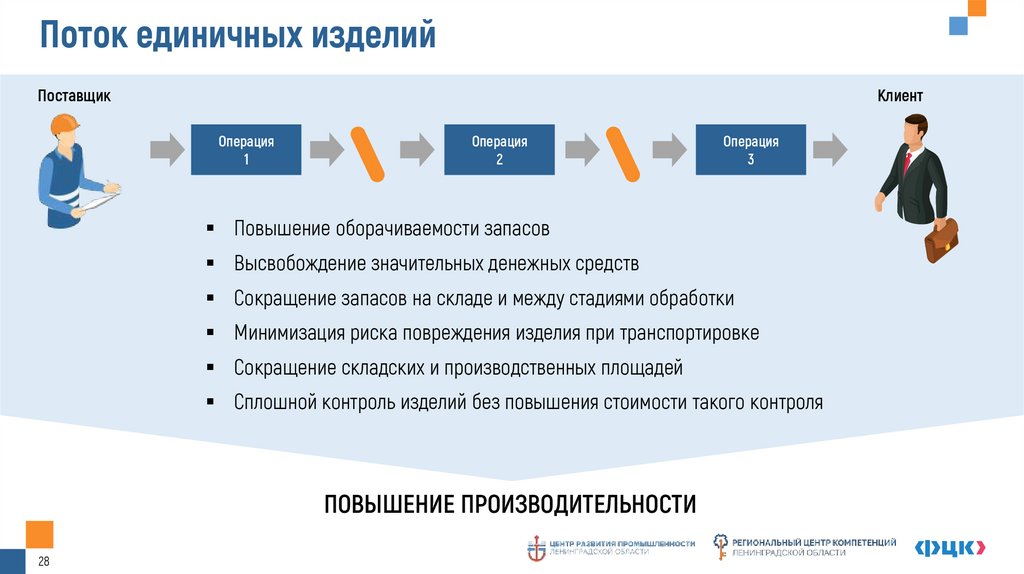
Поток единичных изделийПоставщик
Клиент
Операция
1
Операция
2
Операция
3
Повышение оборачиваемости запасов
Высвобождение значительных денежных средств
Сокращение запасов на складе и между стадиями обработки
Минимизация риска повреждения изделия при транспортировке
Сокращение складских и производственных площадей
Сплошной контроль изделий без повышения стоимости такого контроля
ПОВЫШЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ
28
28.
1.5 Картирование потокасоздания ценности
29
29.
Что такое поток создания ценности?Поток создания
ценности —
преобразование
материалов и
информации
в продукт или услугу
для клиента
Вход
Процесс
Операция 1
Операция 1.1…
Операция 2
Операция 2.1…
30
Поток создания
ценности
Процесс
Выход
Процесс
Процесс
Операция 4
Операция 4.1
Операция 3
Операция 3.1…
30.
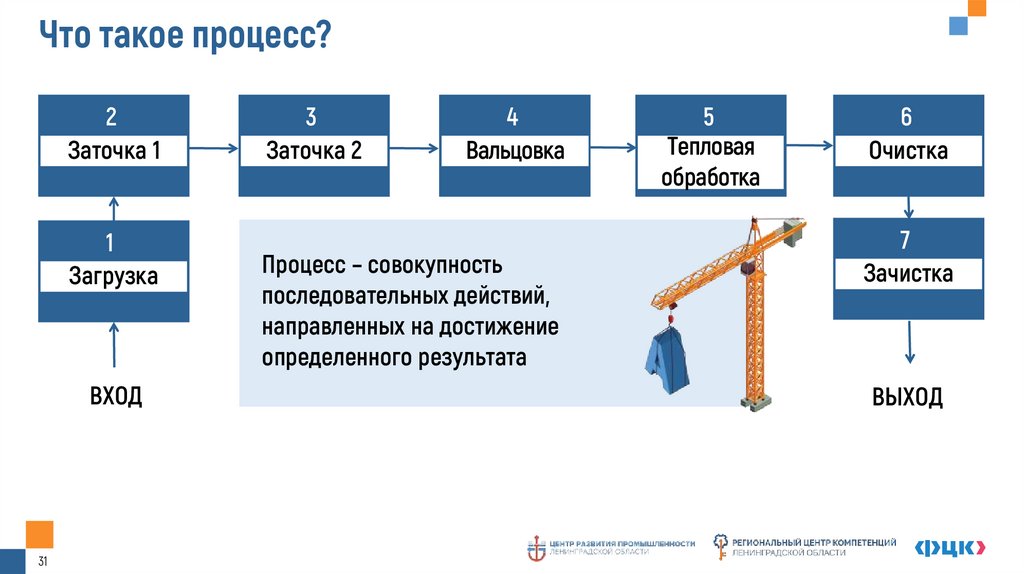
Что такое процесс?2
Заточка 1
1
Загрузка
ВХОД
31
3
Заточка 2
4
Вальцовка
5
Тепловая
обработка
6
Очистка
7
Процесс – совокупность
последовательных действий,
направленных на достижение
определенного результата
7
Зачистка
ВЫХОД
31.
КартированиеКартирование – инструмент визуализации и анализа потока создания ценности
1
Принятие управленческих
решений по оптимизации
процесса
4
Единый понятийный язык для всех
участников процесса
32
Выявление потерь
и их источников
2
3
Визуализация каждого этапа
потока создания ценности
32.
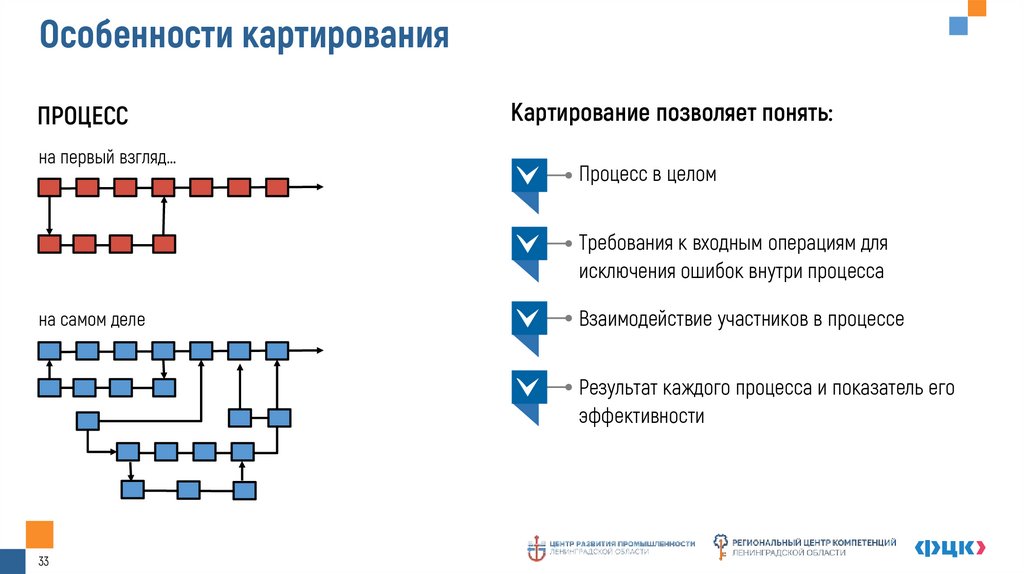
Особенности картированияПРОЦЕСС
на первый взгляд…
Картирование позволяет понять:
Процесс в целом
Требования к входным операциям для
исключения ошибок внутри процесса
на самом деле
Взаимодействие участников в процессе
Результат каждого процесса и показатель его
эффективности
33
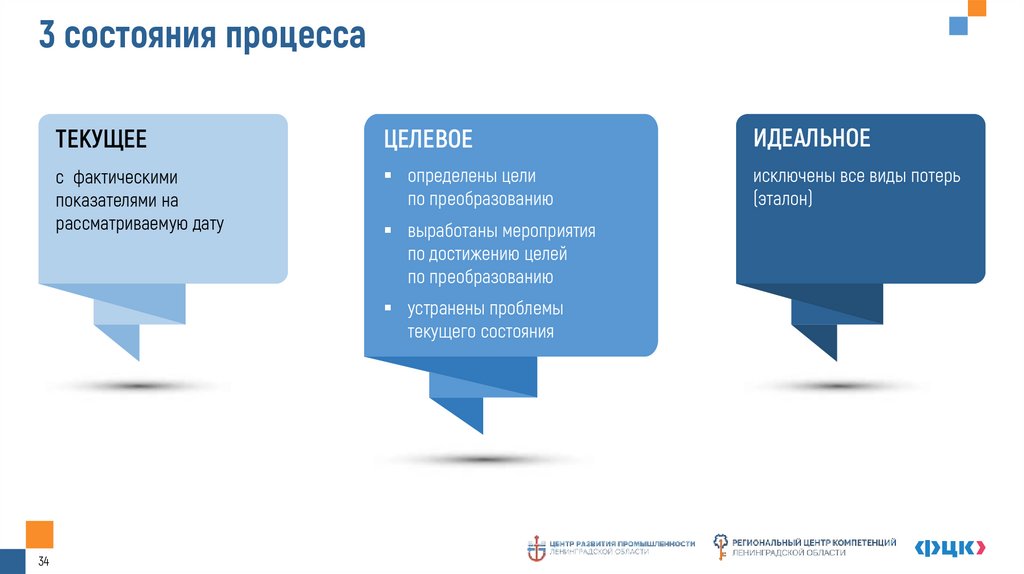
33.
3 состояния процессаТЕКУЩЕЕ
ЦЕЛЕВОЕ
ИДЕАЛЬНОЕ
с фактическими
показателями на
рассматриваемую дату
определены цели
по преобразованию
исключены все виды потерь
(эталон)
выработаны мероприятия
по достижению целей
по преобразованию
устранены проблемы
текущего состояния
34
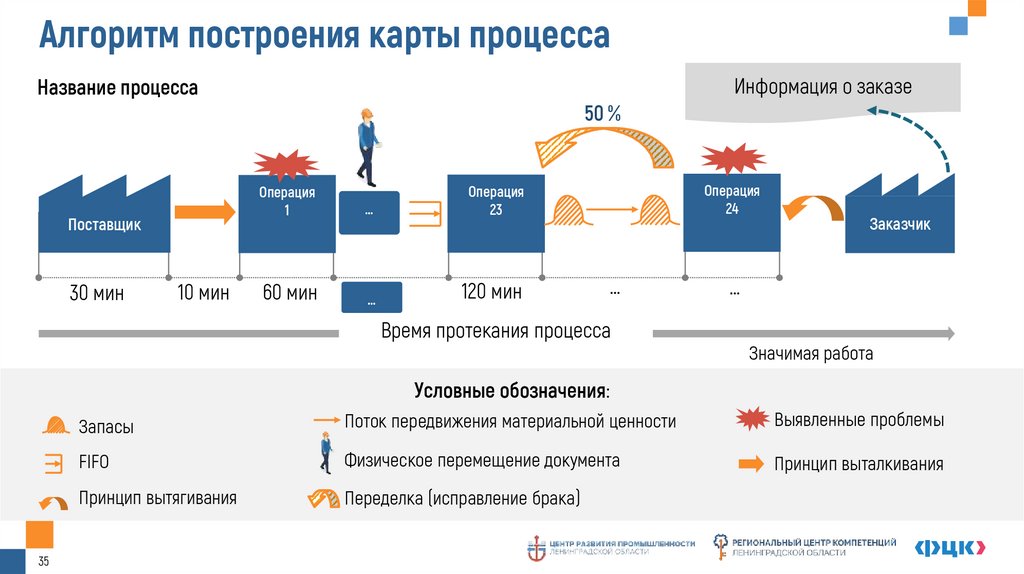
34.
Алгоритм построения карты процессаИнформация о заказе
Название процесса
Операция
1
Поставщик
30 мин
50 %
…
Операция
23
…
120 мин
Операция
24
14 шт
10 мин
60 мин
…
Время протекания процесса
Заказчик
…
Значимая работа
Условные обозначения:
35
Запасы
Поток передвижения материальной ценности
Выявленные проблемы
FIFO
Физическое перемещение документа
Принцип выталкивания
Принцип вытягивания
Переделка (исправление брака)
35.
Диаграмма «Спагетти»Диаграмма «Спагетти» —
это наглядный инструмент, который позволяет
1
1
3
описать:
2
количество
3
3
траекторию
время
1
2
3
36
Проблемы:
Переодеваются, роняя одежду на пол
Очередь перед турникетами
Неоптимальный маршрут
Диаграмма «Спагетти» — это наглядный
инструмент, который позволяет описать:
количество
траекторию
время
протяжённость перемещений людей
или предметов
36.
Цель диаграммы «Спагетти»Выявить проблемы и потери из-за ненужных,
длительных перемещений людей или материалов
в определённом процессе и выработать решения
для их сокращения
37
37.
1.6 Производственный анализ38
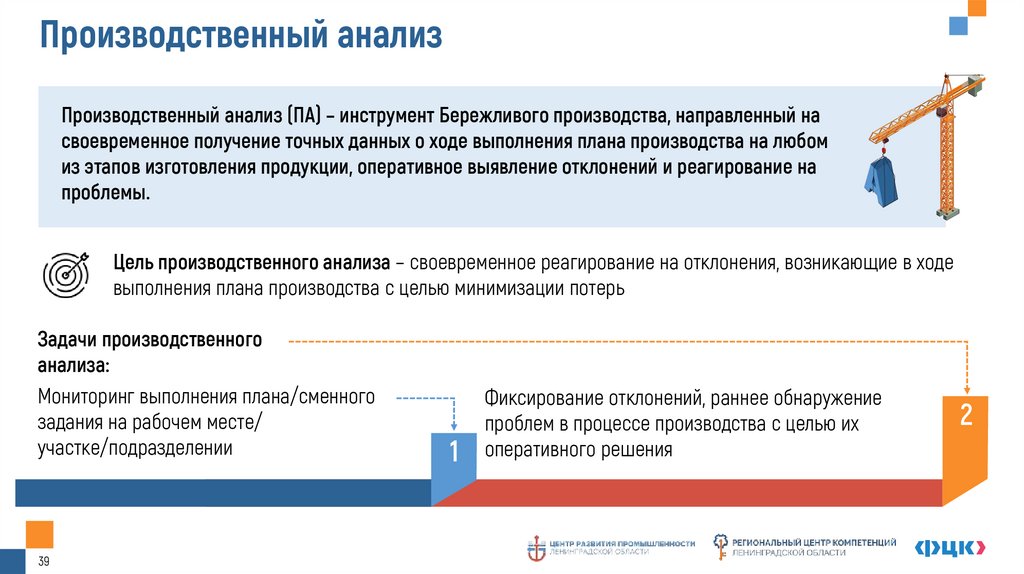
38.
Производственный анализПроизводственный анализ (ПА) – инструмент Бережливого производства, направленный на
своевременное получение точных данных о ходе выполнения плана производства на любом
из этапов изготовления продукции, оперативное выявление отклонений и реагирование на
проблемы.
Цель производственного анализа – своевременное реагирование на отклонения, возникающие в ходе
выполнения плана производства с целью минимизации потерь
Задачи производственного
анализа:
Мониторинг выполнения плана/сменного
задания на рабочем месте/
участке/подразделении
39
1
Фиксирование отклонений, раннее обнаружение
проблем в процессе производства с целью их
оперативного решения
3
2
39.
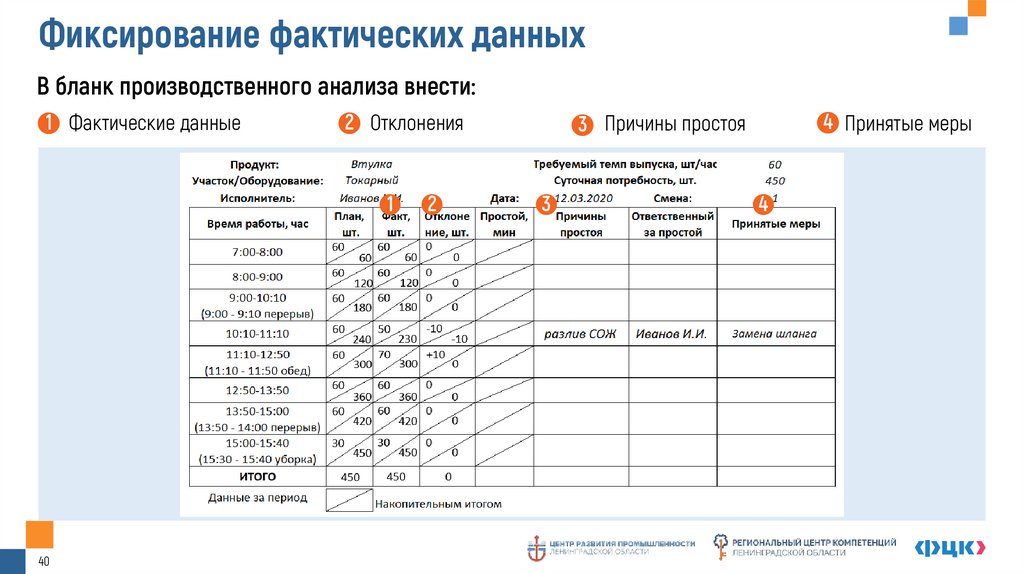
Фиксирование фактических данныхВ бланк производственного анализа внести:
1 Фактические данные
2 Отклонения
1
40
2
4 Принятые меры
3 Причины простоя
3
4
40.
1.7 Быстрая переналадка (SMED)41
41.
Быстрая переналадка SMEDSMED – это набор практических и теоретических методов, которые позволяют существенно
сократить время операций наладки и переналадки оборудования
Цели SMED – сократить или ликвидировать потери, связанные с переналадками
Виды операций в переналадке
Внешние
операции
42
Внутренние
операции
Настройка
42.
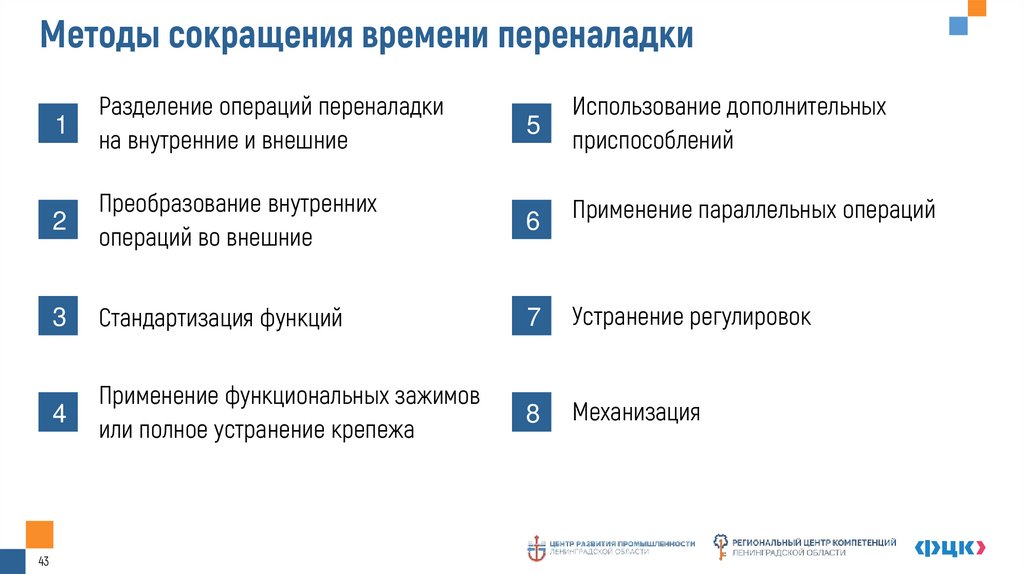
Методы сокращения времени переналадки43
1
Разделение операций переналадки
на внутренние и внешние
5
Использование дополнительных
приспособлений
2
Преобразование внутренних
операций во внешние
6
Применение параллельных операций
3
Стандартизация функций
7
Устранение регулировок
4
Применение функциональных зажимов
или полное устранение крепежа
8
Механизация
43.
Этапы переналадки1
2
3
4
Источник данных: «Quick Changeover for Operators. The SMED System» by Shigeo Shingo, 2000
44
30 %
Подготовка, регулировка, проверка
5%
Демонтаж и монтаж
15 %
Измерения, настройка, калибровка
50 %
Пробные пуски, регулировка
44.
1.8 Стандартизированная работа45
45.
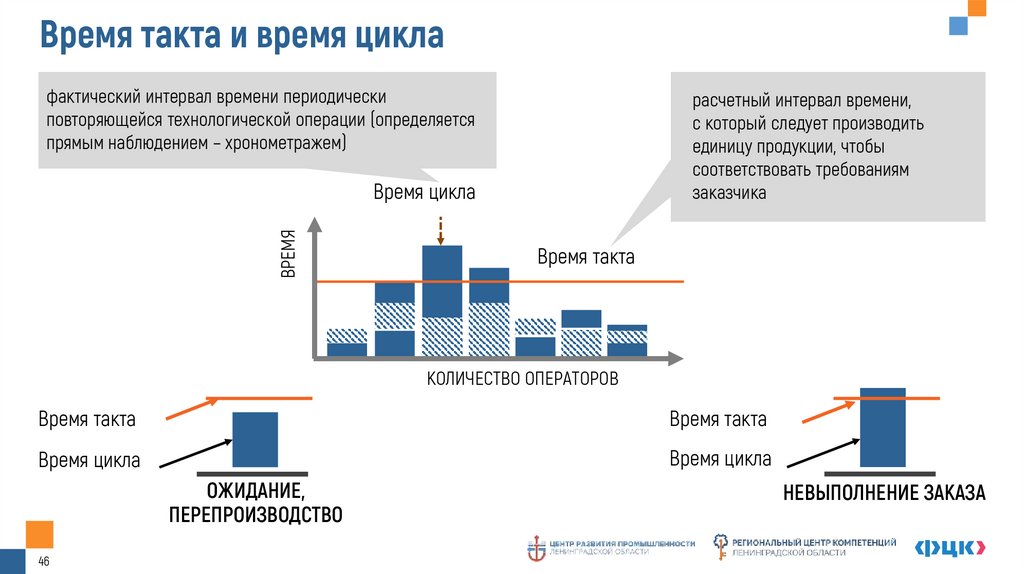
Время такта и время циклафактический интервал времени периодически
повторяющейся технологической операции (определяется
прямым наблюдением – хронометражем)
расчетный интервал времени,
с который следует производить
единицу продукции, чтобы
соответствовать требованиям
заказчика
ВРЕМЯ
Время цикла
Время такта
КОЛИЧЕСТВО ОПЕРАТОРОВ
Время такта
Время такта
Время цикла
Время цикла
ОЖИДАНИЕ,
ПЕРЕПРОИЗВОДСТВО
46
НЕВЫПОЛНЕНИЕ ЗАКАЗА
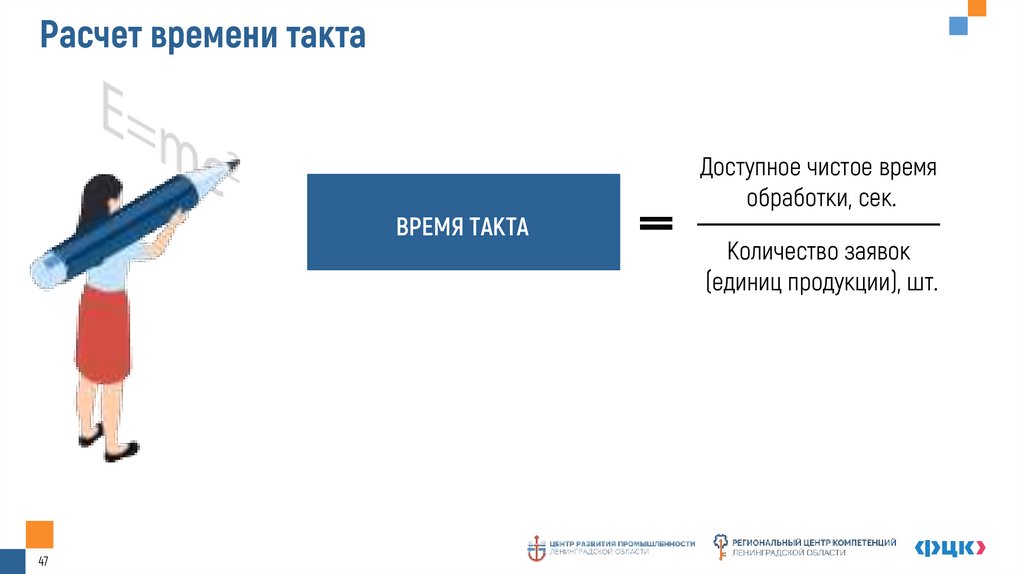
46.
Расчет времени тактаВРЕМЯ ТАКТА
47
Доступное чистое время
обработки, сек.
Количество заявок
(единиц продукции), шт.
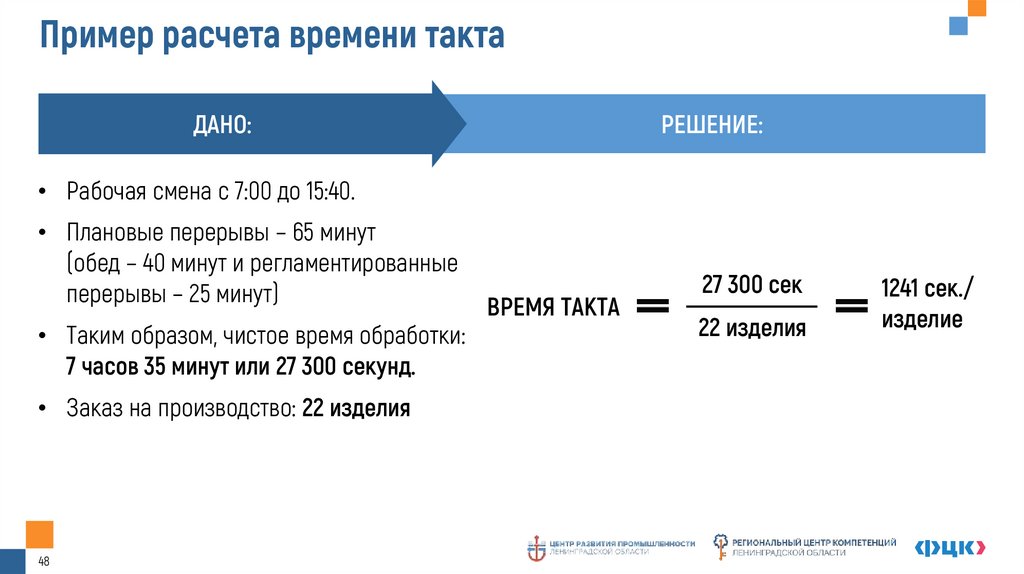
47.
Пример расчета времени тактаДАНО:
РЕШЕНИЕ:
• Рабочая смена с 7:00 до 15:40.
• Плановые перерывы – 65 минут
(обед – 40 минут и регламентированные
перерывы – 25 минут)
• Таким образом, чистое время обработки:
7 часов 35 минут или 27 300 секунд.
• Заказ на производство: 22 изделия
48
ВРЕМЯ ТАКТА
27 300 сек
22 изделия
1241 сек./
изделие
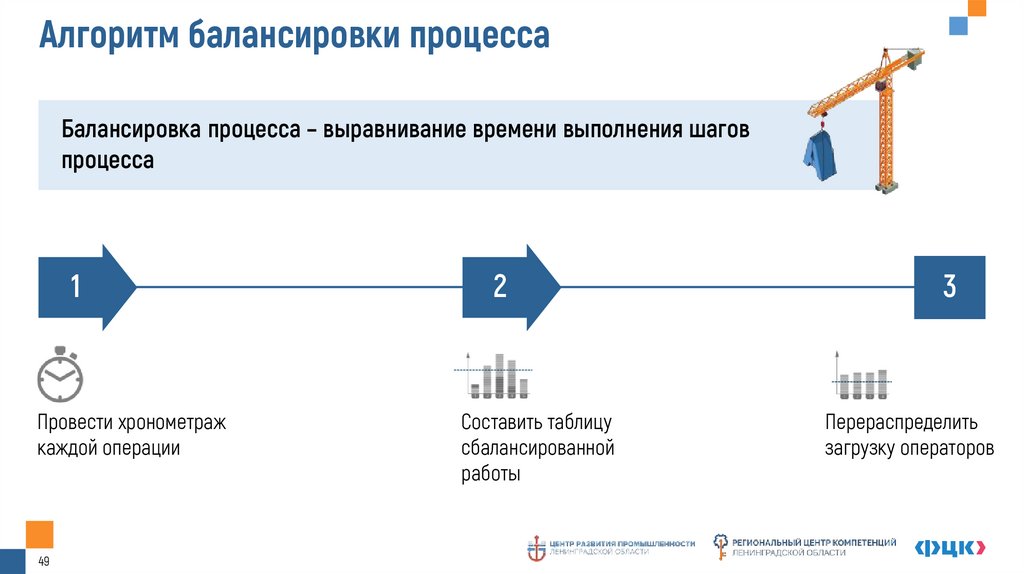
48.
Алгоритм балансировки процессаБалансировка процесса – выравнивание времени выполнения шагов
процесса
1
Провести хронометраж
каждой операции
49
2
Составить таблицу
сбалансированной
работы
3
Перераспределить
загрузку операторов
49.
1.9 Методика решения проблем(МРП)
50
50.
6 шагов решения проблем1. Описать проблему
Определить и сформулировать суть
2. Найти коренную причину
проблемы
проблемы
Анализ «5 ПОЧЕМУ?»
3. Выбрать способ решения проблемы
Выбрать способ решения проблемы
5. Контролировать результат
4. Внедрить контрмеру
Разработать план действий (Кто? Что? Как? Где? Когда?)
Составить график отслеживания результатов
6. Создать/изменить стандарт
Создать новый стандарт или внести
поправки в старый
51
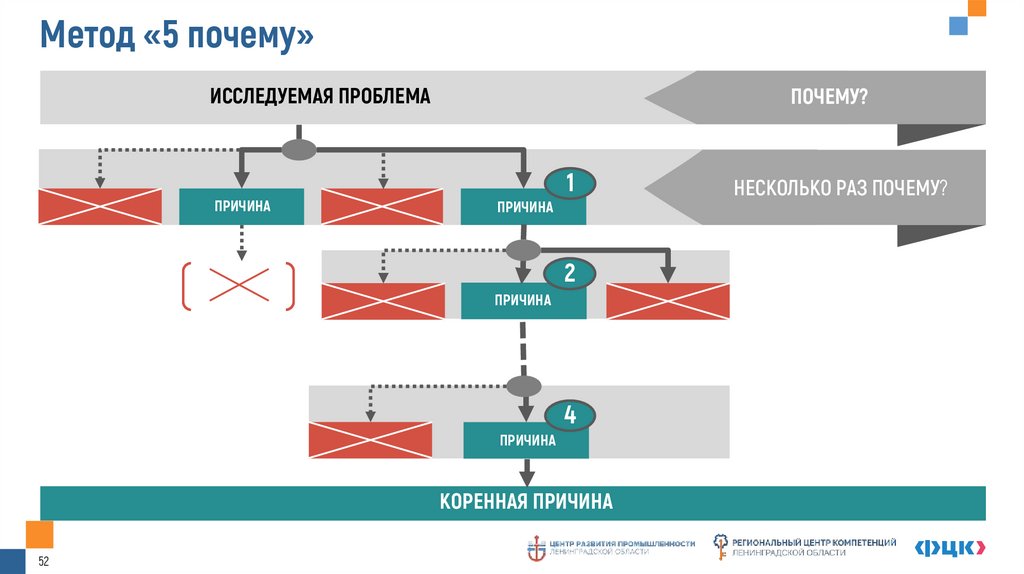
51.
Метод «5 почему»ИССЛЕДУЕМАЯ ПРОБЛЕМА
ПРИЧИНА
ПОЧЕМУ?
ПРИЧИНА
1
2
ПРИЧИНА
ПРИЧИНА
4
КОРЕННАЯ ПРИЧИНА
52
НЕСКОЛЬКО РАЗ ПОЧЕМУ?
52.
Диаграмма Ишикавы «Рыбья кость»Стрелки
указывают
направление
следствия
Человек
Материал
Разброс
Обучение
Четко описанная
проблема формирует
«голову рыбы»
Поверхность
Здоровье
Личные проблемы
Измерения
Проблема
Детали
Пыль
Влажность
Температура
Взаимодействие
Мощность
Параметры
Постановка задач
Уход
Среда
53
Оборудование
Методы
Возможные факторы
влияния нижнего уровня
усиливают действие более
высокого уровня
53.
Креативная техника «Мозговой штурм»Процедура:
Генерация максимального
количества идей за
короткий период времени
Сбор идей
1
Установить временные рамки
2
Написать вопрос на доске или флипчарте
3
4
5
54
Мотивировать участников
озвучивать их идеи
Записать идеи на стикерах и наклеить их на
флипчарт
Не обсуждать идеи
54.
Креативная техника «6-3-5»Генерация большого количества идей
по заданной теме за короткий период
времени
Сбор идей
55
6
участников
3 идеи
5 минут
55.
2. Классификацияинструментов бережливого
производства
56
56.
Четыре направления инструментов БП57
1
Инструменты поиска потерь
2
Инструменты улучшений
3
Инструменты поиска коренных причин
4
Инструменты генерации идей
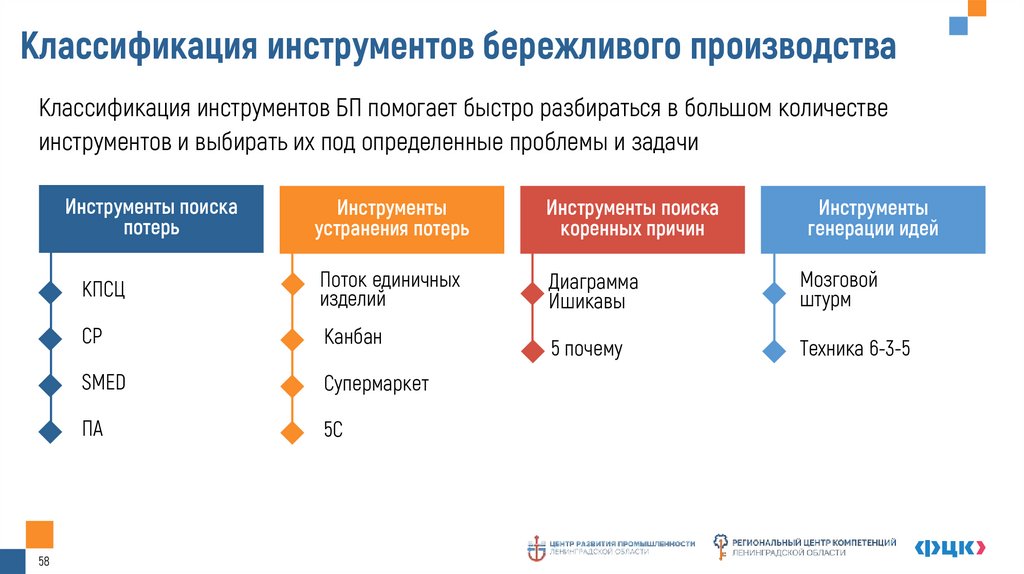
57.
Классификация инструментов бережливого производстваКлассификация инструментов БП помогает быстро разбираться в большом количестве
инструментов и выбирать их под определенные проблемы и задачи
Инструменты поиска
потерь
58
Инструменты
устранения потерь
Инструменты поиска
коренных причин
Инструменты
генерации идей
КПСЦ
Поток единичных
изделий
Диаграмма
Ишикавы
Мозговой
штурм
СР
Канбан
5 почему
Техника 6-3-5
SMED
Супермаркет
ПА
5С
58.
Устранение потерь инструментами БППерепроизводство
• Работа по времени такта
• Тянущая система
Излишние запасы
Ожидание
• Оптимизация расположения
оборудования
• Сокращение размера партии
• Сокращение времени на переналадку
• Тянущая система
Ненужная транспортировка
• Составление карты потока создания ценности
Избыточная обработка
• Стандартизированная работа
• Изучение потребностей
клиента
• Оптимизация расположения оборудования
и помещений
Переделка/брак
Лишние движения
• Введение «ворот качества»
• Стандартизированная работа
• Система 5С
59
• Соблюдение правила 3-х «НЕ»: НЕ принимай,
НЕ создавай, НЕ передавай брак
• Принцип «пока-ёка» или защита от ошибки
59.
Практическое задание 4 «Потери»7
минут
Объединиться по четыре человека
60
1
Изучите предложенные карточки
2
Соотнесите карту с потерей, с карточкой подходящего
под ее решение инструмента(ов) Бережливого Производства
60.
Вопросы для закрепленияКакие инструменты бережливого производства вы
узнали?
Для чего классифицировать инструменты
бережливого производства?
Как классифицировать инструменты бережливого
производства?
61