











 Промышленность
ПромышленностьПохожие презентации:





")




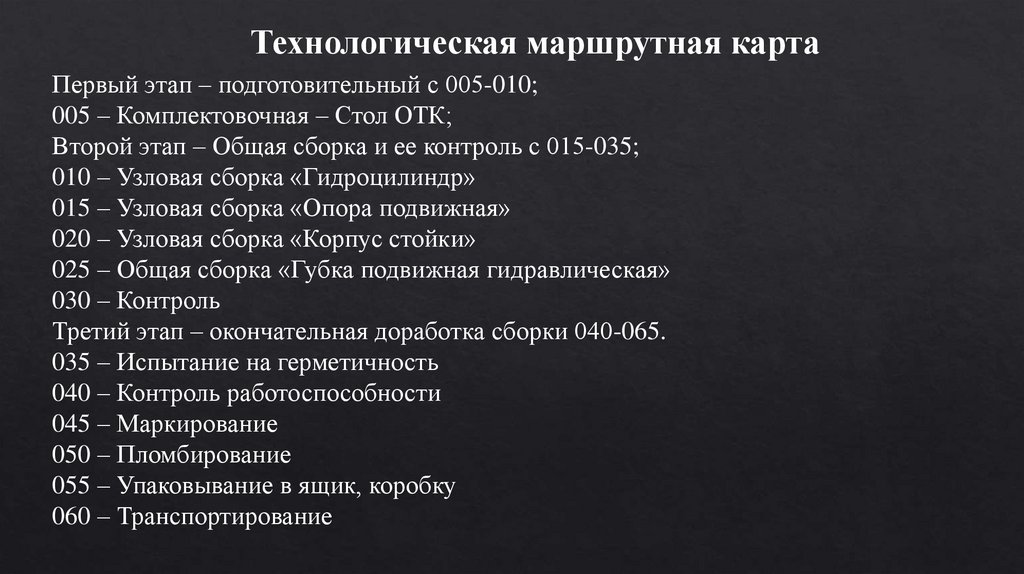
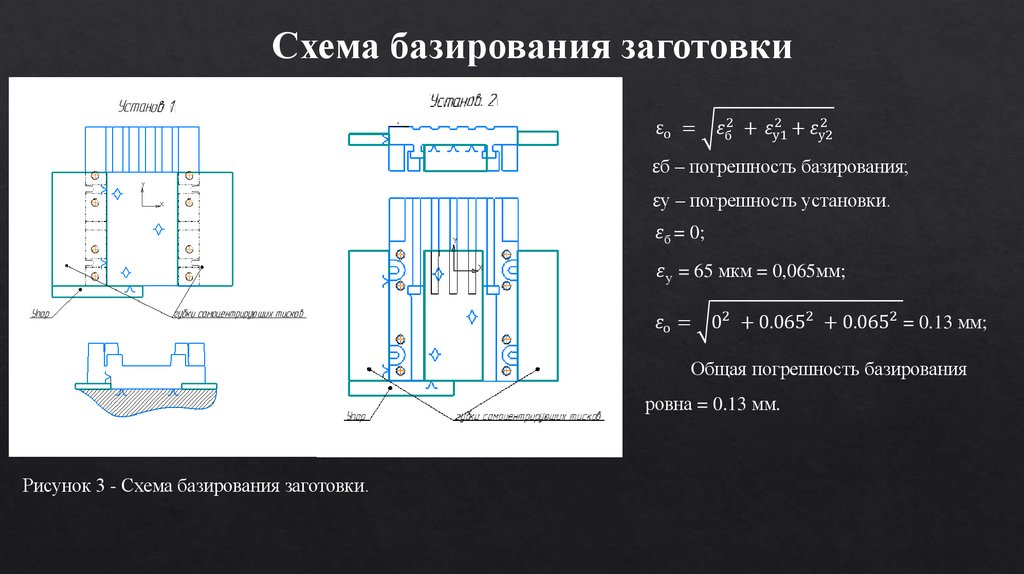
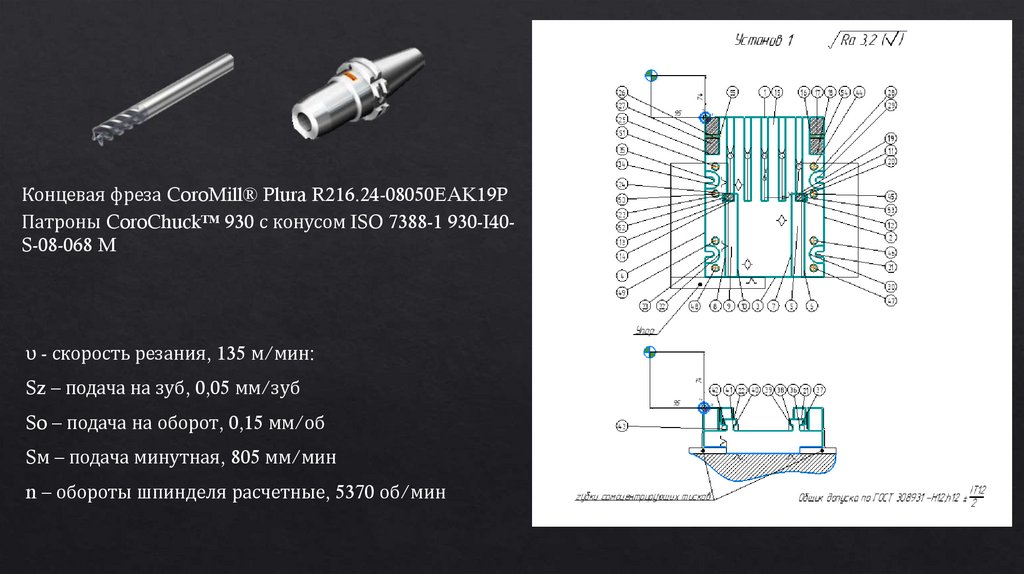
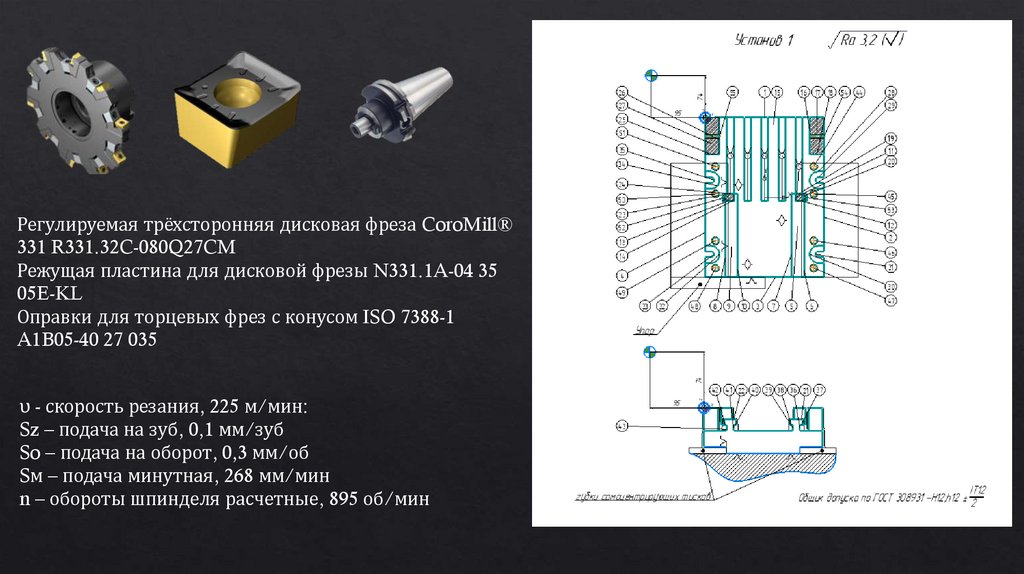
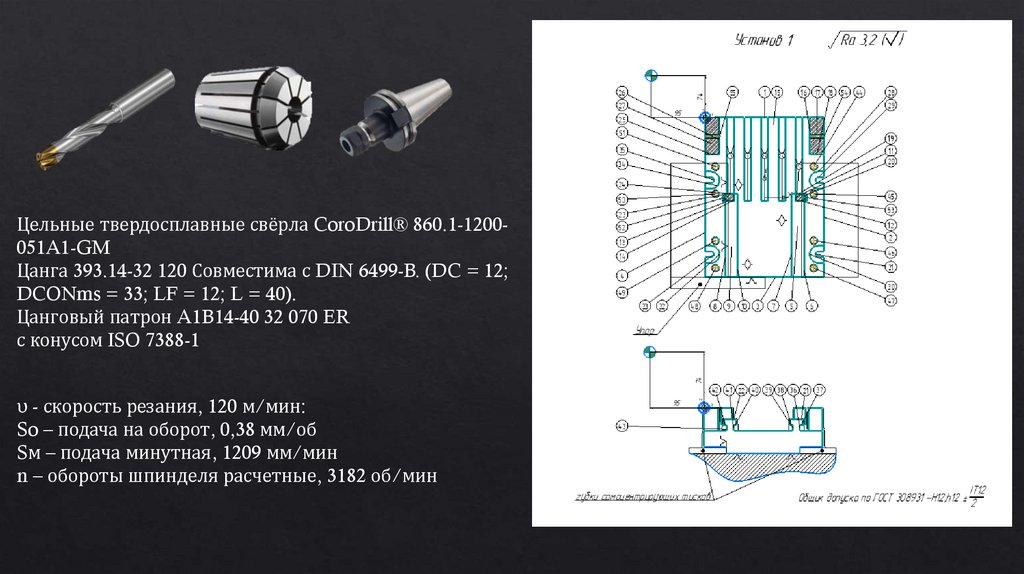
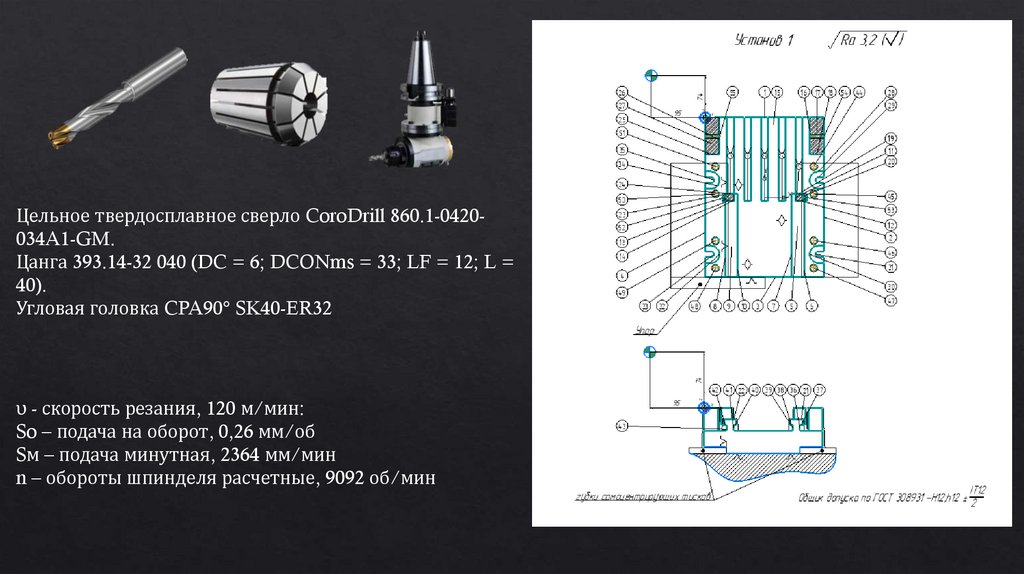
Разработка технологического процесса сборки узла «Губка подвижная гидравлическая»
1.
Министерство образования Иркутской областиГосударственное бюджетное профессиональное образовательное учреждение
Иркутской области
«ИРКУТСКИЙ АВИАЦИОННЫЙ ТЕХНИКУМ»
ДП.15.02.15.25.20-1.03
Тема дипломного проекта: Разработка технологического процесса сборки узла
«Губка подвижная гидравлическая»
Руководитель:
Иванова Елена Александровна
Студент гр. ТМП-20-1
Балакин Владислав Витальевич
2. Конструкция и назначение сборки
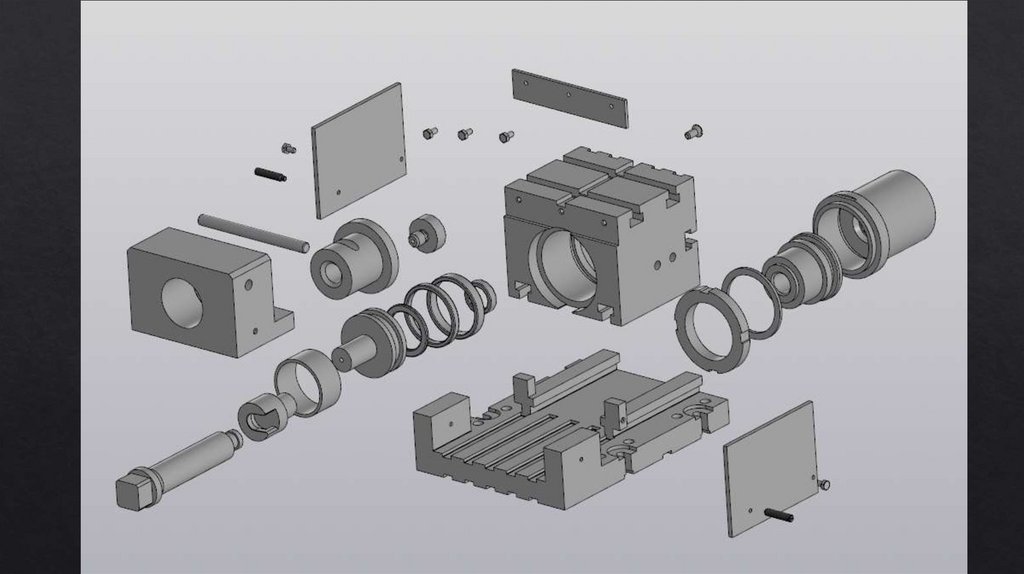
Губка подвижная гидравлическая применяется пригрупповой обработке заготовок, что позволяет
экономить время на сборке приспособлений, а также
сокращает время, затрачиваемое на крепление
заготовки
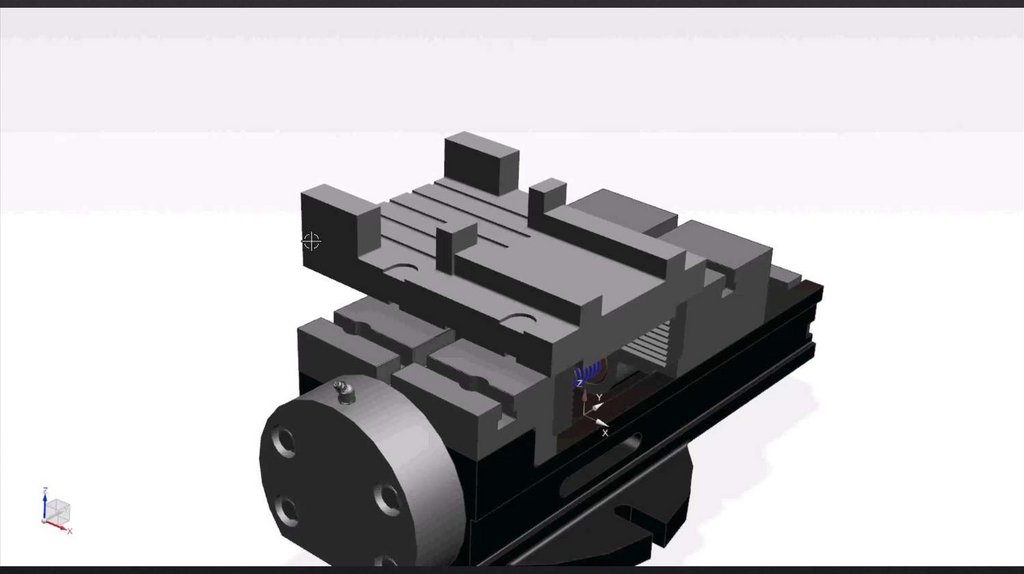
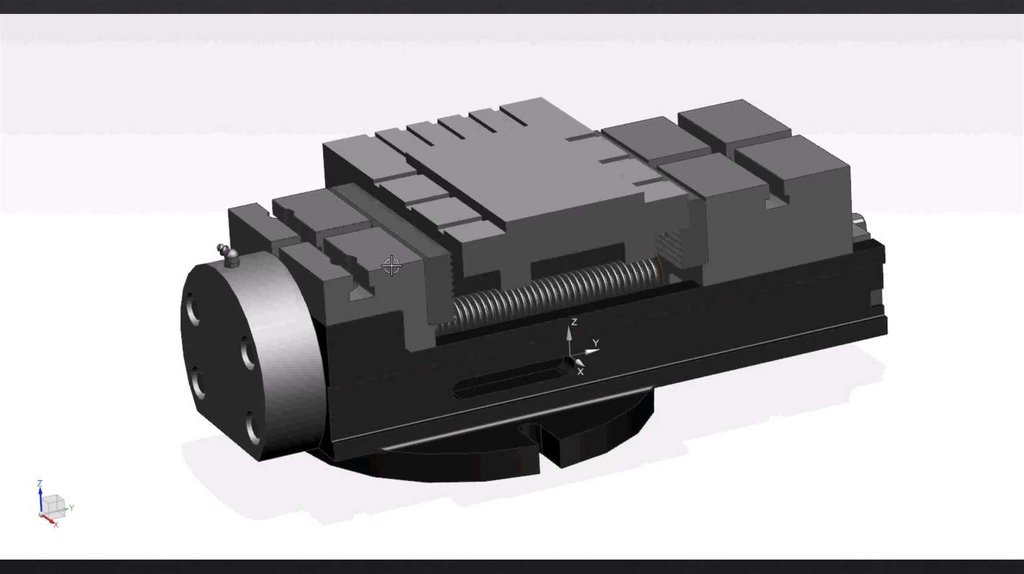
Рисунок 1 – КЭМ Сборки «Губка подвижная
гидравлическая»
3.
4.
5.
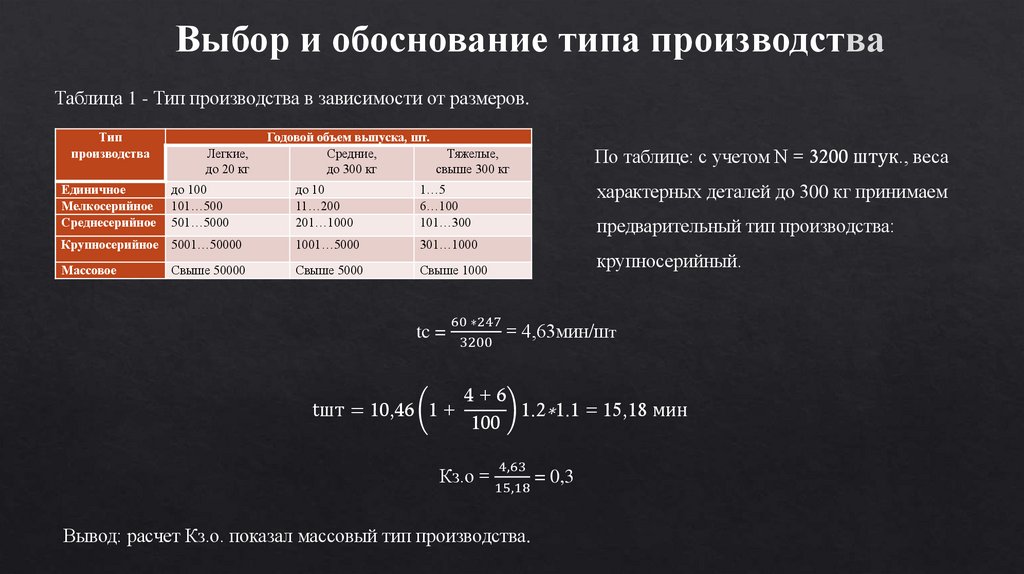
Выбор и обоснование типа производстваТаблица 1 - Тип производства в зависимости от размеров.
Тип
производства
Легкие,
до 20 кг
Годовой объем выпуска, шт.
Средние,
Тяжелые,
до 300 кг
свыше 300 кг
Единичное
Мелкосерийное
Среднесерийное
до 100
101…500
501…5000
до 10
11…200
201…1000
1…5
6…100
101…300
Крупносерийное
5001…50000
1001…5000
301…1000
Массовое
Свыше 50000
Свыше 5000
Свыше 1000
tc =
По таблице: с учетом N = 3200 штук., веса
характерных деталей до 300 кг принимаем
предварительный тип производства:
крупносерийный.
60 ∗247
= 4,63мин/шт
3200
tшт = 10,46 1 +
4+6
1.2∗1.1 = 15,18 мин
100
4,63
Кз.о = 15,18 = 0,3
Вывод: расчет Кз.о. показал массовый тип производства.
6.
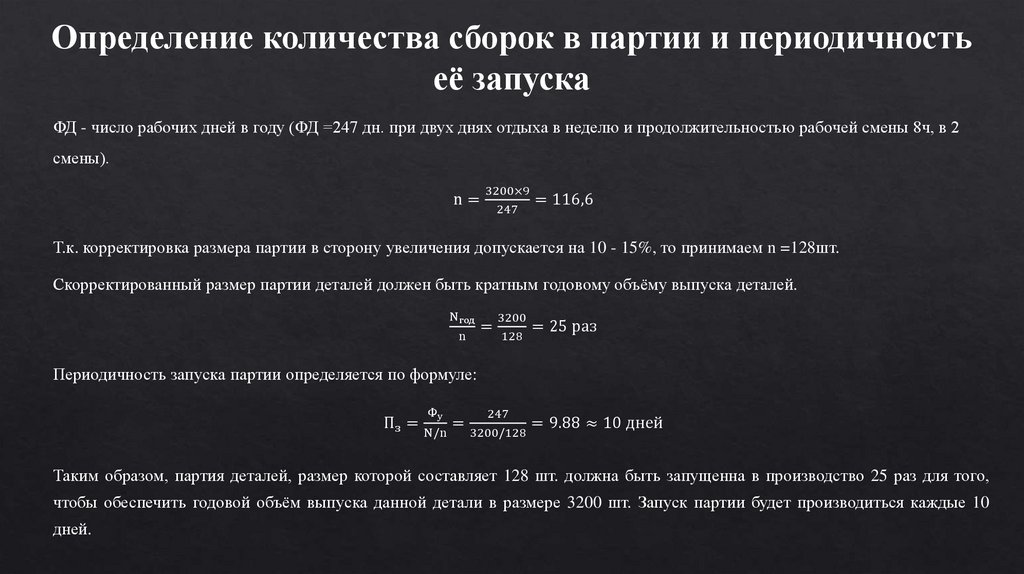
Определение количества сборок в партии и периодичностьеё запуска
ФД - число рабочих дней в году (ФД =247 дн. при двух днях отдыха в неделю и продолжительностью рабочей смены 8ч, в 2
смены).
n=
3200×9
= 116,6
247
Т.к. корректировка размера партии в сторону увеличения допускается на 10 - 15%, то принимаем n =128шт.
Скорректированный размер партии деталей должен быть кратным годовому объёму выпуска деталей.
Nгод
n
=
3200
= 25 раз
128
Периодичность запуска партии определяется по формуле:
Пз =
Фу
N/n
=
247
= 9.88 ≈ 10 дней
3200/128
Таким образом, партия деталей, размер которой составляет 128 шт. должна быть запущенна в производство 25 раз для того,
чтобы обеспечить годовой объём выпуска данной детали в размере 3200 шт. Запуск партии будет производиться каждые 10
дней.
7.
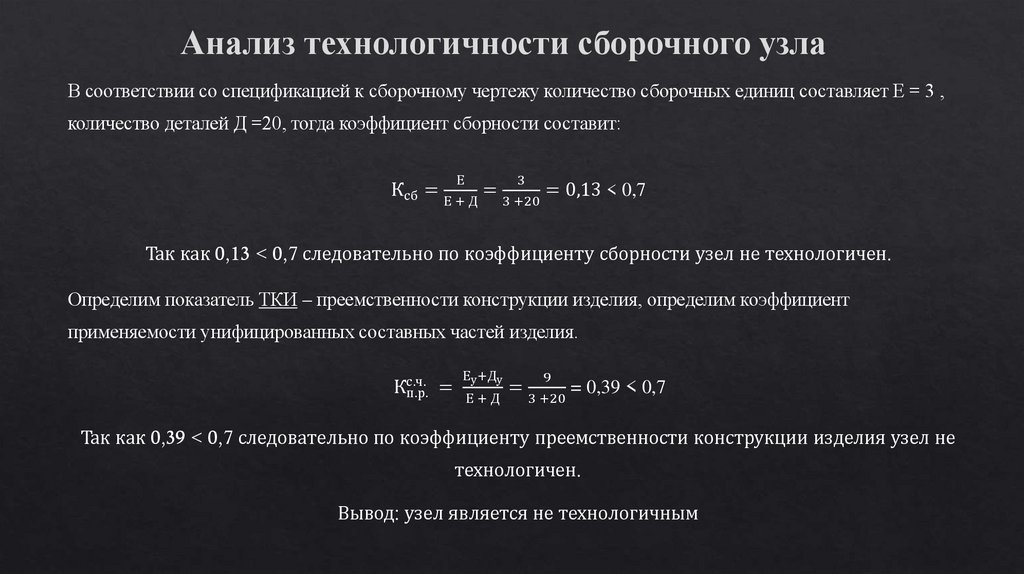
Анализ технологичности сборочного узлаВ соответствии со спецификацией к сборочному чертежу количество сборочных единиц составляет Е = 3 ,
количество деталей Д =20, тогда коэффициент сборности составит:
Е
3
Ксб = Е + Д = 3 +20 = 0,13 < 0,7
Так как 0,13 < 0,7 следовательно по коэффициенту сборности узел не технологичен.
Определим показатель ТКИ – преемственности конструкции изделия, определим коэффициент
применяемости унифицированных составных частей изделия.
Еу +Ду
9
Кс.ч.
п.р. = Е + Д = 3 +20 = 0,39 < 0,7
Так как 0,39 < 0,7 следовательно по коэффициенту преемственности конструкции изделия узел не
технологичен.
Вывод: узел является не технологичным
8.
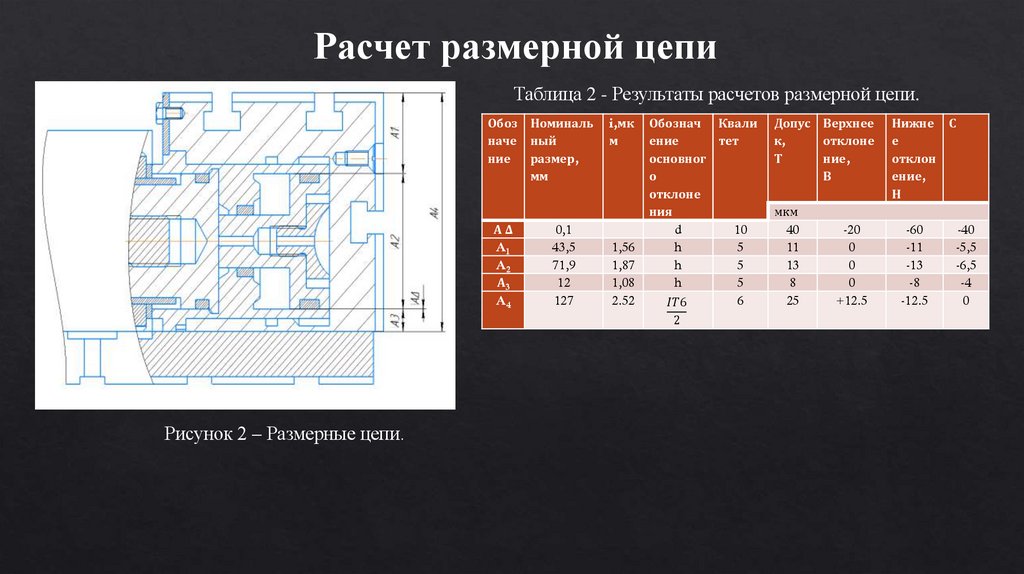
Расчет размерной цепиТаблица 2 - Результаты расчетов размерной цепи.
Обоз Номиналь
наче ный
ние
размер,
мм
АΔ
A1
A2
А3
A4
Рисунок 2 – Размерные цепи.
0,1
43,5
71,9
12
127
i,мк
м
1,56
1,87
1,08
2.52
Обознач Квали
ение
тет
основног
о
отклоне
ния
d
10
h
5
h
5
h
5
6