






















 Реклама
РекламаПохожие презентации:










Оптимизация затрат на сварочно-монтажные работы и увеличение производительности СМР
1. Оптимизация затрат на проведение сварочно-монтажных работ и увеличение производительности СМР
Всегда в движении!Оптимизация затрат на
проведение сварочномонтажных работ и увеличение
производительности СМР
Оператор по добыче нефти и газа – Бейзель Владимир Александрович
Инженер 1 категории ПООМиР – Подмаренко Дмитрий Юрьевич
2. Значимость оптимизации Сварочно-монтажных работ
Сварочно-монтажные работы (СМР)представляют собой один из самых
ресурсоёмких этапов строительства
трубопроводных систем. Для
большинства промышленных
объектов затраты на СМР
составляют до 40–60% всей
стоимости монтажного цикла.
2
3. Проблематика: Традиционная организация СМР
Основные недостатки традиционных схем:1. Трубы располагаются на земле → невозможность точного позиционирования.
2. Монтажники вынуждены работать в неудобных положениях.
3. Неразрушающий контроль проводится после перемещений, что приводит к
дополнительным рискам повреждений.
4. ГПМ используются с низким коэффициентом полезной работы (10–20% реальной
загрузки).
5. Простои сварщиков достигают 1,5–3 часов в день.
3
4. Цели оптимизации СМР
• Снижение затрат на ГПМ.• Рост производительности за счёт
эргономики рабочих мест.
• Стандартизация и повышение
качества сварных соединений.
• Ускорение НК и снижение
дефектности.
4
5. Инвентарные стеллажи — технологическая база модернизации
Инвентарный стеллаж —это модульная, сборно-разборная
конструкция, предназначенная для:
Хранения труб;
Точного позиционирования перед
сваркой;
Фиксации во время монтажа;
Проведения Неразрушающего
контроля без перемещения.
5
6. Преимущества использования стеллажей
Технологические:Стабильность геометрии труб при сборке;
Отсутствие перекосов и смещений;
Улучшение качества подготовки к сварке.
Экономические:
Снижение использования ГПМ на 60–80%.
Производственные:
Рост скорости сборки на 30–45%;
Сокращение простоев бригад.
6
7. Организация сборки труб
Формула контроля овальности:На стеллажах показатель овальности
уменьшается на 20–30%.
7
8. Сварка на стеллажах
Преимущества:Оптимальная высота сварки;
Сварщик не работает “в наклон” или
“из ямы”;
Доступ ко всем 360° трубы.
8
9. Эргономические преимущества
Применение инвентарных стеллажейсоздаёт удобные условия для сварщиков
и операторов НК, что положительно
влияет на качество, скорость и
безопасность работ.
9
10. Исключение ГПМ — ключ к экономии
Традиционнаяработа с ГПМ
Немеханизиро
ванное
перемещение
на стеллажах
Перемещение труб к месту сборки и
сварки, установка на опоры, поворот
трубы для сварки. Высокие затраты на
аренду и простои.
Трубы перемещаются вручную или с
роликов, поворот и фиксация без крана.
Экономический эффект
Снижение прямых затрат на ГПМ,
сокращение простоев бригад,
уменьшение брака и ускорение
сроков проекта.
10
11. Немеханизированные методы перемещения труб
Основные методы:Ручное катание — труба перемещается
по роликовым или V-образным
ложементам.
Роликовые дорожки — для длинных
труб, снижает нагрузку и ускоряет
перемещение.
Направляющие планки — обеспечивают
точное позиционирование перед
сваркой.
Тележки и мини-платформы — для
тяжёлых труб, позволяют безопасно
перемещать большие секции.
11
12. Экономический эффект
Использование инвентарных стеллажей инемеханизированных методов перемещения
труб позволяет:
Исключить затраты на грузоподъёмные
машины (ГПМ).
Сократить время сборки и сварки за
счёт удобного рабочего места и
возможности вращения трубы на
роликовых ложементах.
Снизить повторные операции,
благодаря стабильному положению
трубы.
Повысить производительность
персонала, уменьшив простои.
12
13. Экономический расчёт: исходные данные для 1ого стеллажа
Исходные данные (для 1 стеллажа)Материал
Количество
Цена
Сумм
а
Профильная
труба
80 кг
95 ₽/кг
7600
₽
Сварочная
проволока
1,5 кг
300 ₽/кг
450 ₽
Масса стеллажа: 80 кг металла
Сварка: полуавтомат
Сварочное время: 8 ч
Ставка сварщика: 600 ₽/ч
Лебедка 10 тонн: 700 000 ₽
Газ
CO₂/смесь
1,5 м³
120 ₽/м³
180 ₽
Аппарат: 6 кВт, коэффициент
загрузки 0,6
Отрезанные
круги
2 шт.
80 ₽
160 ₽
Электроэнергия: 7 ₽/кВт·ч
Итого
8390
₽
Заработная плата сварщика
Чистая заплата = 8 ч*600 ₽ = 4800 ₽
13
14.
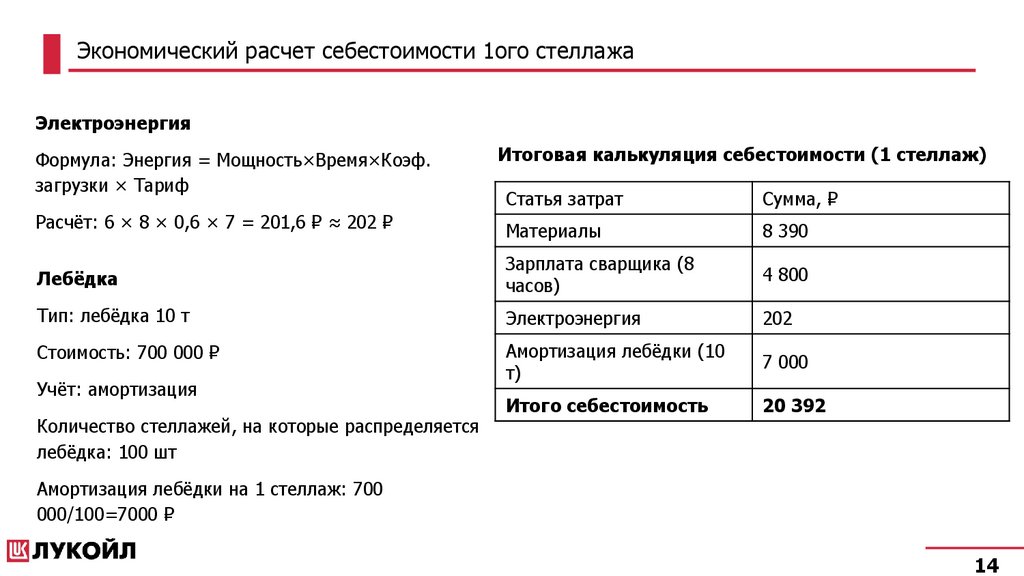
Экономический расчет себестоимости 1ого стеллажаЭлектроэнергия
Формула: Энергия = Мощность×Время×Коэф.
загрузки × Тариф
Итоговая калькуляция себестоимости (1 стеллаж)
Статья затрат
Сумма, ₽
Расчёт: 6 × 8 × 0,6 × 7 = 201,6 ₽ ≈ 202 ₽
Материалы
8 390
Лебёдка
Зарплата сварщика (8
часов)
4 800
Тип: лебёдка 10 т
Электроэнергия
202
Стоимость: 700 000 ₽
Амортизация лебёдки (10
т)
7 000
Итого себестоимость
20 392
Учёт: амортизация
Количество стеллажей, на которые распределяется
лебёдка: 100 шт
Амортизация лебёдки на 1 стеллаж: 700
000/100=7000 ₽
14
15. Расчет скоростей сварки
Исходные данныеДиаметр трубы: Ø219 мм
Толщина: 8 мм
Сварка: полуавтомат MIG/MAG
Количество проходов:
- ГПМ: 3
- Стеллаж: 2–3 (берём 2,5 среднее)
Скорость дуги (чистый наплав, м/ч): 18 м/ч
типовая для Ø219×8 мм, один сварочный проход
Коэффициент использования времени (КИВ):
- ГПМ: 0,045
- Стеллаж: 0,07
15
16. Расчет количества стыков за 8 часов работы
Исходные данныеПараметр
Значение
Расчёт для ГПМ
Общая длина сварного шва:
0,8 × 8 = 6,4 м
Диаметр трубы
Ø219 мм
Толщина стенки
8 мм
Длина трубы
12 м
Длина кольцевого
шва
π×0,219≈0,69м
Общая длина сварного шва:
Время работы
8 часов
Скорость сварки
ГПМ: 0,8 м/ч;
Стеллаж: 1,2 м/ч
1,2 × 8 = 9,6 м
Количество сварных стыков:
6,4 ÷ 0,69 ≈ 9,3 ≈ 9 стыков
ГПМ: примерно 9 сварных стыков за 8 часов
Расчёт для стеллажей
Количество сварных стыков:
9,6 ÷ 0,69 ≈ 13,9 ≈ 14 стыков
16
17. Сравнительная таблица
ПоказательГПМ
Стеллаж
Время работы
8 часов
8 часов
Производительность
0,8 м/ч
1,2 м/ч
Длина шва за смену
6,4 м
9,6 м
Количество стыков
9
14
17
18. Окупаемость
1819. Конструкция стеллажа
1920. Сборка труб на стеллажах
Подготовка ложемента
Установка трубы
Совмещение оси трубопровода
Прихватка
Поворот трубы
20
21. Сварка труб
Сварка – критически важный этап,влияющий на качество соединения,
прочность и герметичность
трубопровода.
Основные моменты:
• Выбор положения шва
• Минимизация деформации
• Пошаговая сварка
• Контроль качества
• Рекомендации по безопасности
21
22.
Логистика оптимизированного участкаСтроится поток материалов по принципу «склад — производство — контроль —
отгрузка»:
Склад → Стеллажи → Сборка/Сварка → НК (неразрушающий контроль) →
Отгрузка
Оптимизация движения труб снижает время простоя, уменьшает необходимость в
подъемной технике и повышает скорость выполнения СМР.
Чёткая последовательность операций облегчает контроль и планирование
производства.
22
23. Зонирование
Складируемые трубы
Подготовка
Сборка
Сварка
НК
Готовая продукция
23
24.
План внедрения• Аудит текущей
схемы
• Проект стеллажей.
• Обучение персонала
• Контроль
выполнения
24
25. Риски и методы их снижения
Ошибки сборки – минимизируются инструкциями, маркировкой иобучением персонала.
Неверная фиксация труб – контролируется визуально и с
помощью крепежных элементов.
Износ элементов стеллажа – регулярная инспекция,
профилактическое обслуживание и замена поврежденных деталей.
25