













Похожие презентации:







 Владимирской области»")


ПА_Презентация
1.
Тренинг5. ПРОИЗВОДПРОИЗВОДСТВЕНСТВЕННЫЙ
НЫЙ
АНАЛИЗ
АНАЛИЗ
2.
Пользуйтесь только исправнымиэлектроприборами и
оригинальными зарядными
устройствами
Не прикасайтесь мокрыми руками
к работающим электроприборам и
розеткам
Сохраняйте спокойствие и
выдержку. Определите, откуда
исходит опасность
Предупредите о пожаре коллег и
сотрудника ФЦК
Покиньте опасную зону в
соответствии с планом эвакуации
2
Покиньте помещение согласно
эвакуационным указателям
Выбирайте ближайший к Вам
безопасный путь эвакуации —
двигайтесь в противоположную сторону
от огня и дыма
Помогите покинуть опасную зону
коллегам
3. ПРОИЗВОДСТВЕННЫЙ АНАЛИЗ
Производственный анализ (ПА) – инструмент Бережливого производства,направленный на своевременное получение точных данных о ходе
выполнения плана производства на любом из этапов изготовления продукции,
оперативное выявление отклонений и реагирование на проблемы.
Цель производственного анализа - своевременное реагирование
на отклонения, возникающие в ходе выполнения плана
производства с целью минимизации потерь
Задачи производственного
анализа:
Мониторинг выполнения
плана/сменного задания
на рабочем месте/
участке/подразделении
1
3
Фиксирование отклонений, раннее
обнаружение проблем в процессе
производства с целью их
оперативного решения
2
3
4. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
аА Производственный анализ (ПА) – оценка выполнения
производственного плана и выявление причин, повлекших его
отклонения
Бланк ПА – разработанная форма для ведения ПА, учитывающая
особенности производства
Требуемый темп производства (выпуска) – количество учётных
единиц продукции (изделий, партий и т.п.), запланированных к
производству в расчетный интервал времени (час, смену, сутки,
месяц и т.п.)
Мощность рабочего места – производительность оборудования с
учетом допустимых технических характеристик применяемого
оборудования и квалификации персонала
Время такта — интервал времени, устанавливающий темп выпуска
единицы заказанной продукции, соответствующий
потребительскому спросу
4
5.
СТРУКТУРА БЛАНКАПРОИЗВОДСТВЕННОГО АНАЛИЗА
6.
ВАРИАНТЫ ПА ПО ТЕМПУ ВЫПУСКА И ТИПУПРОИЗВОДСТВ
Темп выпуска
> 1 шт/час
Тип производства
Выпуск одного
продукта
Вариант ПА
1
2
Выпуск нескольких
продуктов
< 1 шт/час
Длительный цикл
производства
На основе темпа
выпуска
На основе мощности
РМ
3 На основе времени
цикла
4
Разделение задания
на элементы
6
7.
ВАРИАНТЫ ПА1
Выпуск одногоБЛАНК
продукта
с темпом
больше 1 шт./час
ПРОИЗВОДСТВЕННОГО
АНАЛИЗА
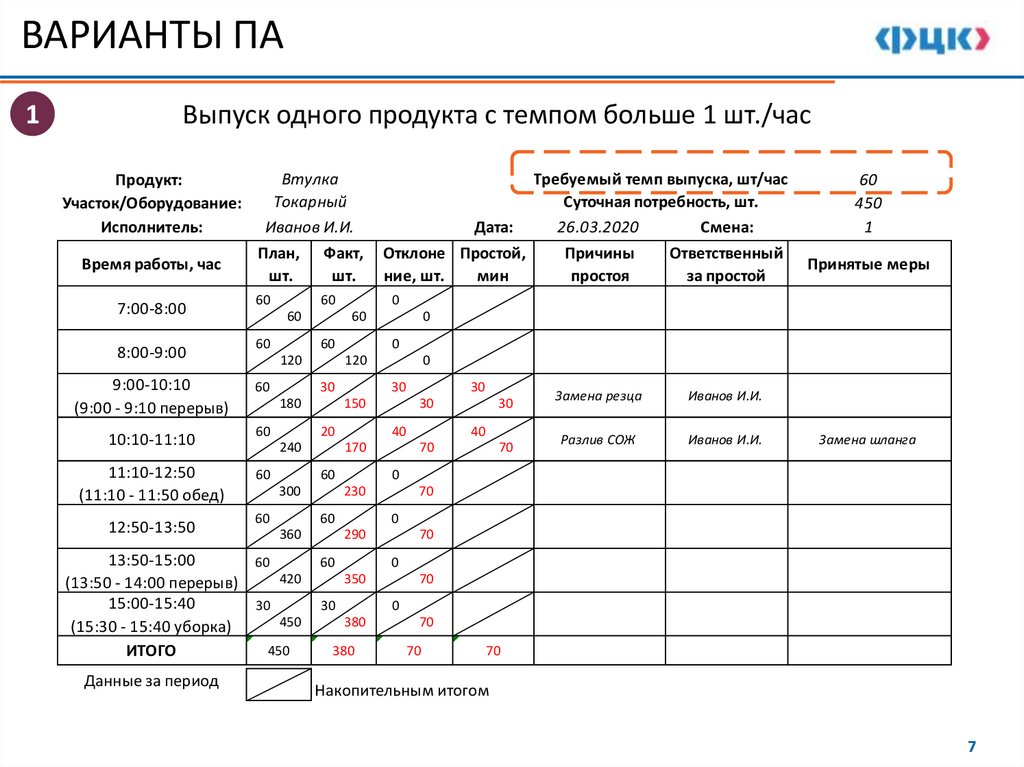
Выпуск одного продукта с темпом больше 1 шт./час
Продукт:
Участок/Оборудование:
Исполнитель:
Время работы, час
7:00-8:00
8:00-9:00
9:00-10:10
(9:00 - 9:10 перерыв)
10:10-11:10
11:10-12:50
(11:10 - 11:50 обед)
12:50-13:50
Втулка
Токарный
Иванов И.И.
План, Факт,
шт.
шт.
Требуемый темп выпуска, шт/час
Суточная потребность, шт.
Дата:
26.03.2020
Смена:
Отклоне Простой,
Причины
Ответственный
ние, шт.
мин
простоя
за простой
60
0
60
60
60
60
120
60
0
30
60
30
20
60
40
60
30
40
70
70
Замена резца
Иванов И.И.
Разлив СОЖ
Иванов И.И.
Замена шланга
0
230
60
360
30
30
170
300
60
0
150
240
Принятые меры
0
120
180
13:50-15:00
60
420
(13:50 - 14:00 перерыв)
15:00-15:40
30
450
(15:30 - 15:40 уборка)
450
ИТОГО
Данные за период
60
60
450
1
70
0
290
60
70
0
350
30
70
0
380
380
70
70
70
Накопительным итогом
7
8.
ВАРИАНТЫ ПА2
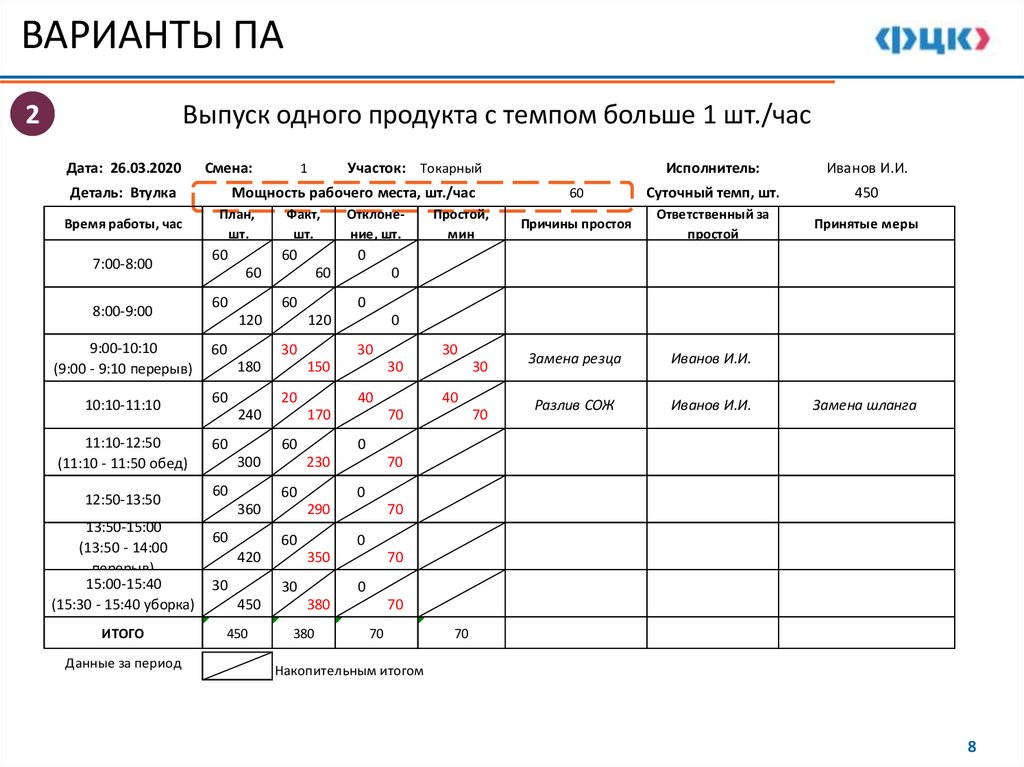
Выпуск одного продукта с темпом больше 1 шт./час
Дата: 26.03.2020
Смена:
Деталь: Втулка
Время работы, час
7:00-8:00
8:00-9:00
9:00-10:10
(9:00 - 9:10 перерыв)
10:10-11:10
11:10-12:50
(11:10 - 11:50 обед)
12:50-13:50
13:50-15:00
(13:50 - 14:00
перерыв)
15:00-15:40
(15:30 - 15:40 уборка)
ИТОГО
Данные за период
Участок: Токарный
1
Мощность рабочего места, шт./час
План,
шт.
Факт,
шт.
60
60
60
60
120
60
30
20
60
40
60
60
450
Замена резца
Иванов И.И.
40
70
Разлив СОЖ
Иванов И.И.
Замена шланга
70
0
350
30
450
Принятые меры
0
60
30
Ответственный за
простой
70
290
420
Причины простоя
0
60
60
30
70
230
360
30
30
170
300
450
0
150
240
Суточный темп, шт.
0
30
60
60
0
120
180
Простой,
мин
Иванов И.И.
0
60
60
Отклонение, шт.
Исполнитель:
70
0
380
380
70
70
70
Накопительным итогом
8
9.
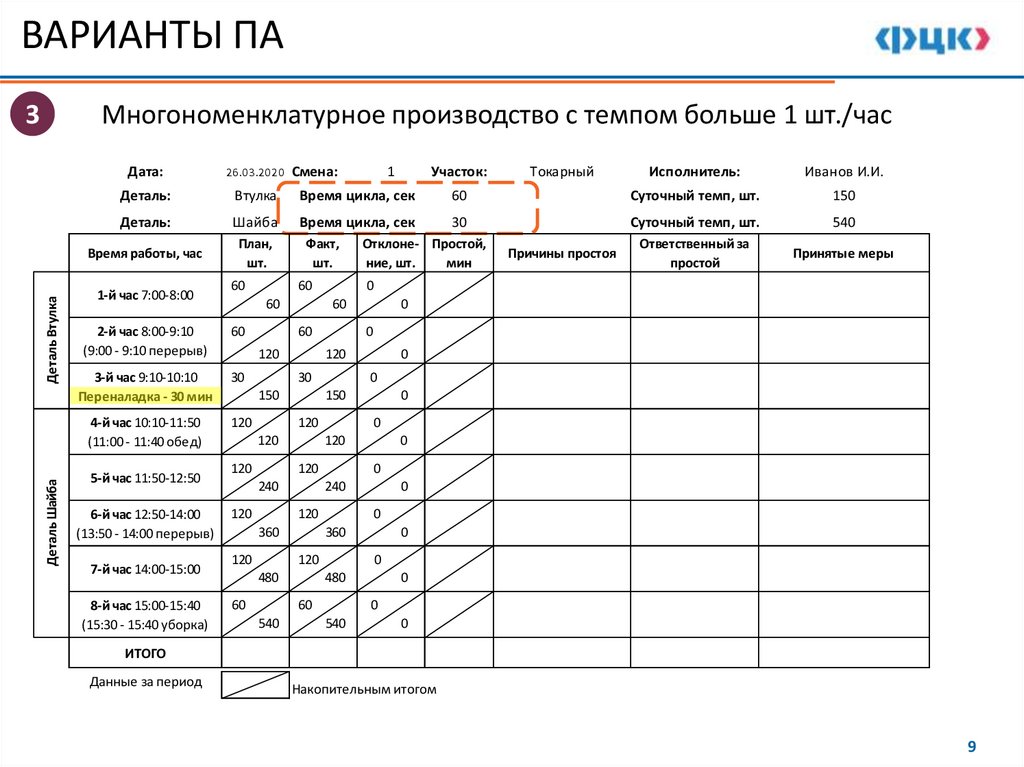
ВАРИАНТЫ ПА3
Деталь Шайба
Деталь Втулка
Многономенклатурное производство с темпом больше 1 шт./час
Дата:
26.03.2020 Смена:
Деталь:
Втулка
Время цикла, сек
Деталь:
Шайба
Время цикла, сек
Время работы, час
План,
шт.
Факт,
шт.
Отклоне- Простой,
ние, шт.
мин
60
60
0
1-й час 7:00-8:00
60
2-й час 8:00-9:10
(9:00 - 9:10 перерыв)
60
3-й час 9:10-10:10
Переналадка - 30 мин
30
4-й час 10:10-11:50
(11:00 - 11:40 обед)
120
5-й час 11:50-12:50
6-й час 12:50-14:00
(13:50 - 14:00 перерыв)
7-й час 14:00-15:00
8-й час 15:00-15:40
(15:30 - 15:40 уборка)
60
60
120
Суточный темп, шт.
540
Ответственный за
простой
Принятые меры
Причины простоя
0
0
360
120
0
0
480
60
540
30
0
120
60
150
0
240
480
Суточный темп, шт.
0
120
120
60
0
120
360
Иванов И.И.
0
120
120
Исполнитель:
0
150
240
Токарный
0
30
120
Участок:
0
120
150
120
1
0
0
540
0
ИТОГО
Данные за период
Накопительным итогом
9
10.
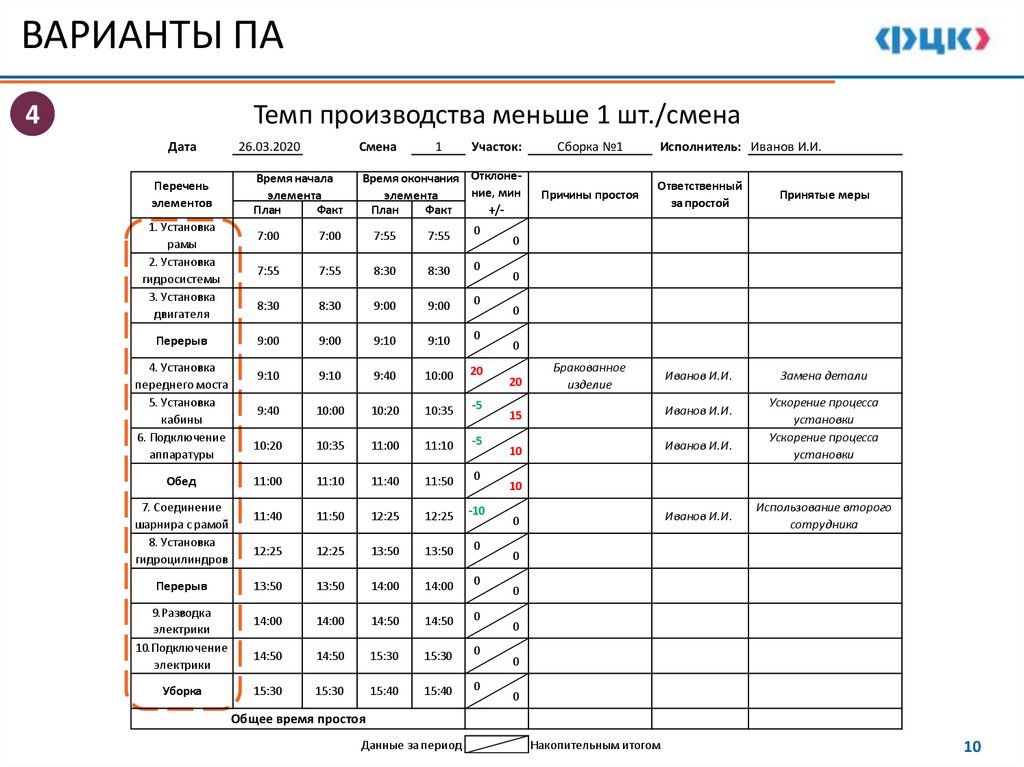
ВАРИАНТЫ ПА4
Темп производства меньше 1 шт./смена
Дата
Перечень
элементов
1. Установка
рамы
2. Установка
гидросистемы
3. Установка
двигателя
Перерыв
4. Установка
переднего моста
5. Установка
кабины
6. Подключение
аппаратуры
Обед
7. Соединение
шарнира с рамой
8. Установка
гидроцилиндров
Перерыв
9.Разводка
электрики
10.Подключение
электрики
Уборка
26.03.2020
Смена
Время начала
элемента
План
Факт
1
Участок:
Время окончания Отклонение, мин
элемента
План
Факт
+/-
7:00
7:00
7:55
7:55
0
7:55
7:55
8:30
8:30
0
8:30
8:30
9:00
9:00
0
9:00
9:00
9:10
9:10
0
9:10
9:10
9:40
10:00
20
9:40
10:00
10:20
10:35
-5
10:20
10:35
11:00
11:10
-5
11:00
11:10
11:40
11:50
0
11:40
11:50
12:25
12:25
-10
12:25
12:25
13:50
13:50
0
13:50
13:50
14:00
14:00
0
14:00
14:00
14:50
14:50
0
14:50
14:50
15:30
15:30
0
15:30
15:30
15:40
15:40
0
Сборка №1
Исполнитель: Иванов И.И.
Причины простоя
Ответственный
за простой
Принятые меры
Бракованное
изделие
Иванов И.И.
Замена детали
0
0
0
0
20
15
Иванов И.И.
10
Иванов И.И.
Ускорение процесса
установки
Ускорение процесса
установки
10
Иванов И.И.
0
Использование второго
сотрудника
0
0
0
0
0
Общее время простоя
Данные за период
Накопительным итогом
10
11. ЗАПОЛНЕНИЕ БЛАНКА ПРОИЗВОДСТВЕННОГО АНАЛИЗА
В шаблон бланка ПА внести:1 Наименование продукта
2 Оборудование
3 Исполнитель
4 Требуемый темп выпуска
5 Суточная потребность
6 Промежутки времени
Количество строк в бланке ПА сделать в соответствии с количеством
периодов времени
В случае неизменного
темпа на длительные
периоды графа «План»
может быть заполнена
предварительно.
2
3
1
4
5
6
В случае частых
корректировок сменного
задания графа «План»
заполняется вручную в
начале смены.
11
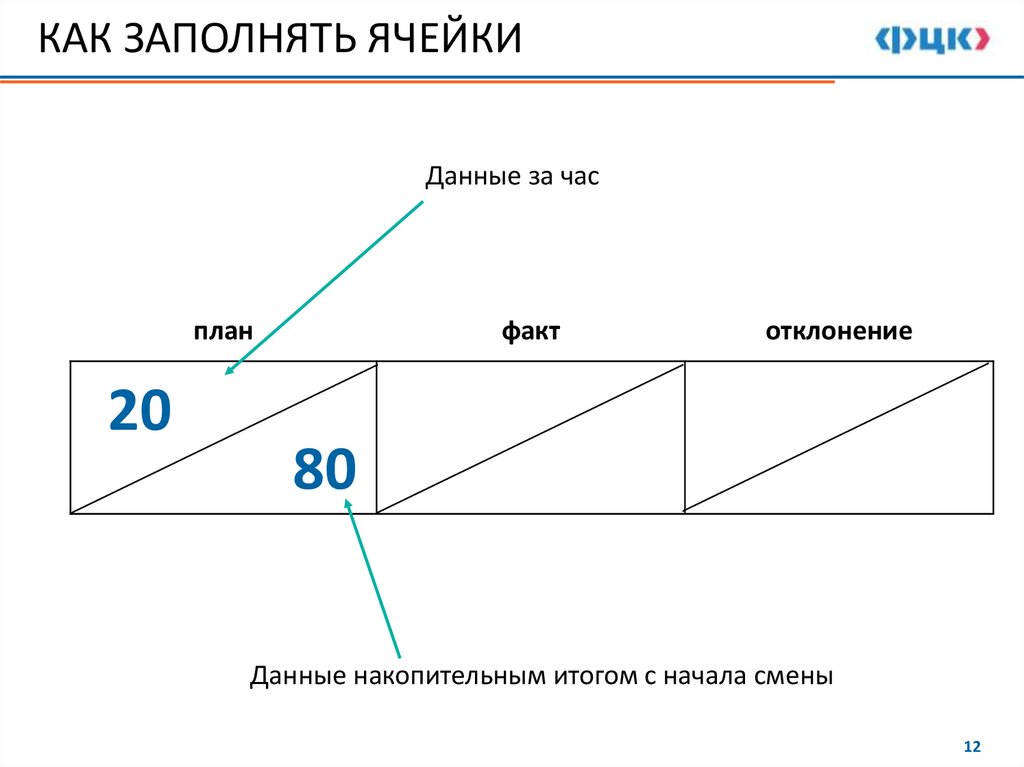
12.
КАК ЗАПОЛНЯТЬ ЯЧЕЙКИДанные за час
план
20
факт
отклонение
80
Данные накопительным итогом с начала смены
12
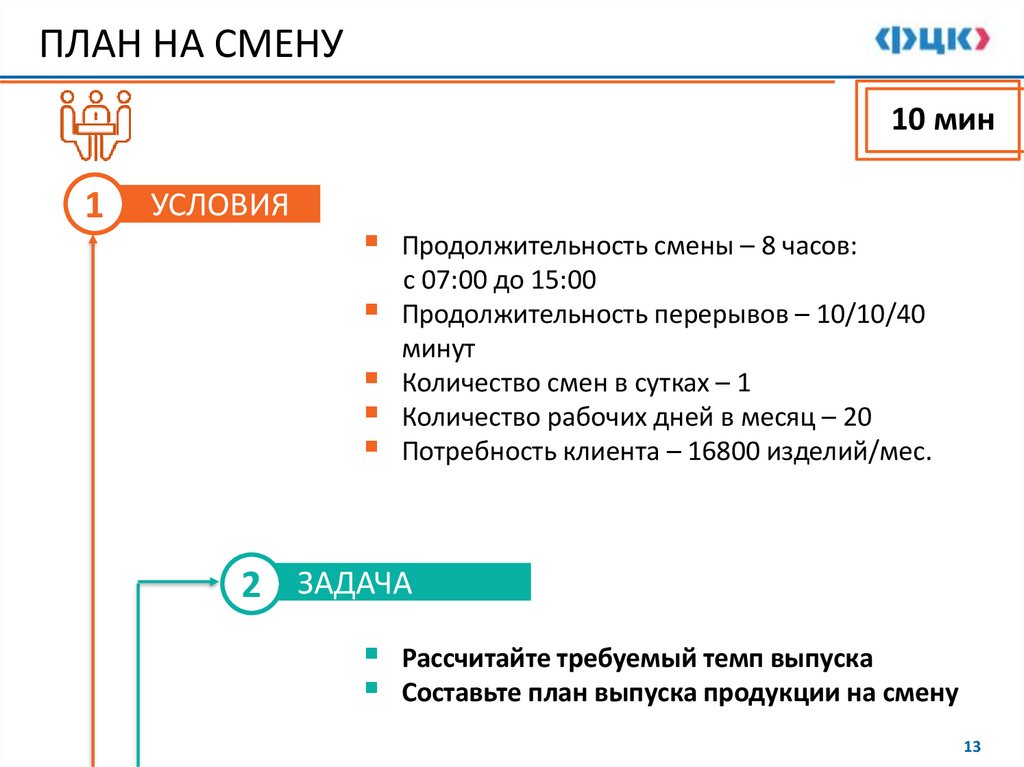
13.
ПЛАН НА СМЕНУ10 мин
1
УСЛОВИЯ
Продолжительность смены – 8 часов:
с 07:00 до 15:00
Продолжительность перерывов – 10/10/40
минут
Количество смен в сутках – 1
Количество рабочих дней в месяц – 20
Потребность клиента – 16800 изделий/мес.
2 ЗАДАЧА
Рассчитайте требуемый темп выпуска
Составьте план выпуска продукции на смену
13
14. ФИКСИРОВАНИЕ ФАКТИЧЕСКИХ ДАННЫХ
В бланк ПА внести:1 Фактические данные
2 Отклонения
3 Причины простоя
4 Принятые меры
1
2
3
4
14
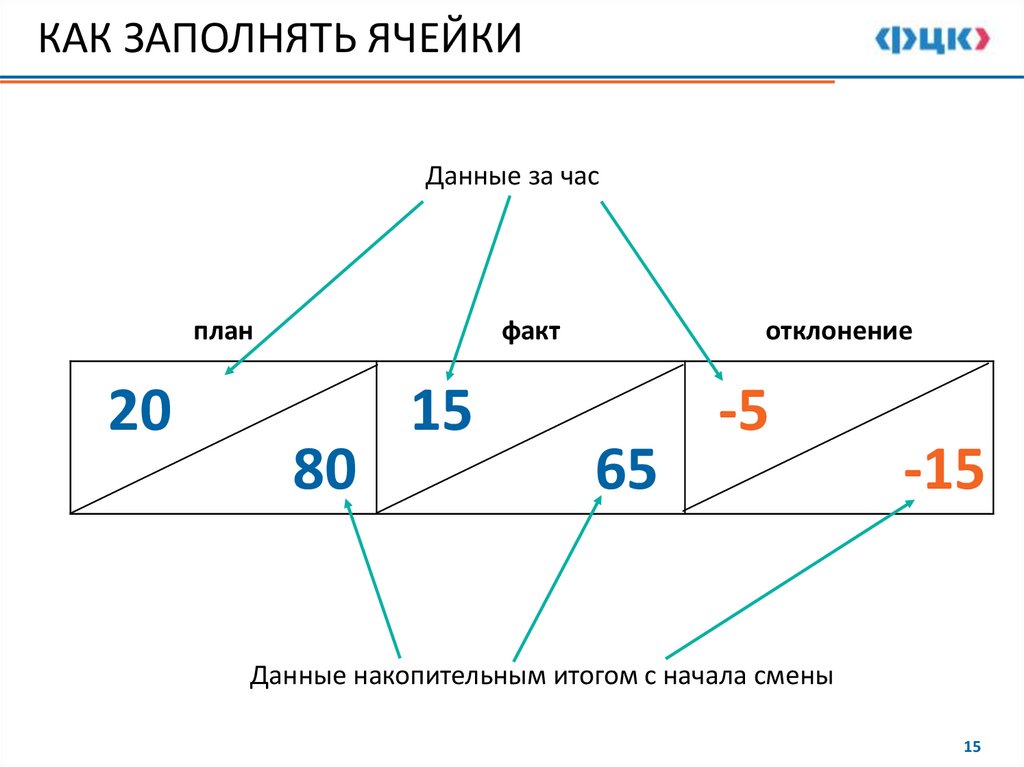
15.
КАК ЗАПОЛНЯТЬ ЯЧЕЙКИДанные за час
план
20
факт
80
15
отклонение
65
-5
-15
Данные накопительным итогом с начала смены
15
16.
ВЫПОЛНЕНИЕ ПЛАНА10 мин
1
УСЛОВИЯ
В третий час смены – отклонение от плана
составило -30%. Причина – внезапная поломка
станка (ремонт, замена детали станка).
В четвертый час смены – отклонение от плана
составило -20%. Причина – устранение
последствий случайного разлива СОЖ.
2 ЗАДАЧА
Укажите в бланке выполнение плана и отклонения
Возможно ли выполнить сменный план? За счет чего?
Какие меры необходимо принять?
16
17. СПОСОБЫ ВЕДЕНИЯ ПА. ПЕЧАТНЫЙ БЛАНК
Преимущества:Располагается на рабочем месте
Содержит необходимую информацию
Возможность закрепления ответственности
Длительное хранение информации
Сохраняет исправления
Оптимальный формат для изучения и
начального освоения ПА
Не требует значительных инвестиций
Не требуется копирование данных
17
18. СПОСОБЫ ВЕДЕНИЯ ПА. МЕЛОВАЯ ИЛИ МАРКЕРНАЯ ДОСКА
Преимущества:Крупный размер
Не требует бланков
Формат может быть легко изменен
Легко обновляется
Не требует значительных инвестиций
18
19. ПРИМЕРЫ РЕАЛИЗАЦИИ
1920. СПОСОБЫ ВЕДЕНИЯ ПА. MES-СИСТЕМА
Преимущества:Контроль в режиме реального времени
Не требует дополнительной обработки
данных для визуализации и анализа
Не требует дополнительного места хранения
информации (архивов, стеллажей и т.п.)
Отсутствуют риски, связанные с
неправильным вводом информации (или
ошибки расчета)
20
21. ПРИМЕРЫ РЕАЛИЗАЦИИ
2122. РЕКОМЕНДУЕМ ЭЛЕКТРОННЫЕ КУРСЫ
ЗАРЕГИСТРИРУЙТЕСЬ И ПОЛУЧИТЕДОСТУП К МАТЕРИАЛАМ ПОРТАЛА
ПРОИЗВОДИТЕЛЬНОСТЬ.РФ
НАВИГАТОР ПО ИТ-ПЛАТФОРМЕ ДОСТУПЕН ПО ССЫЛКЕ:
https://clck.ru/dxcqX
Навигатор по
ит-платформе
доступен по
ссылке:
23. РЕКОМЕНДУЕМ ЭЛЕКТРОННЫЕ КУРСЫ
ПРОИЗВОДСТВЕННЫЙ АНАЛИЗВы узнаете способы и приемы
ведения производственного
анализа, отработаете умение
планирования и корректировки
сменного плана
КАРТИРОВАНИЕ НА
ПРОИЗВОДСТВЕ
Визуализация
производственных
процессов - особенности
применения картирования
на производстве
РЕШЕНИЕ ПРОБЛЕМ
В электронном курсе
вы изучите методику
решения проблем 8D
на реальном примере
СЕМЬ ВИДОВ ПОТЕРЬ
Вы узнаете, что такое
потери, какие виды
потерь снижают
результаты вашей работы
24.
СЕРТИФИКАТо прохождении
обучения в ФЦК
сотрудникам предприятия
прошедших очное обучение
на тренинге
25.
УСТРАНИТЕ ПОТЕРИ ПРЯМО СЕЙЧАС !Вы инвестировали Ваше
время в развитие, это
замечательно!
Есть
возможность
устранить
потери в
обеспечивающих
процессах прямо
сейчас
02
Завтра обучение
продолжится, для этого
создаются необходимые
условия: наши
сотрудники готовят
аудиторию
25
01
03
Примените навыки
устранения потерь на
практике!
06
05
04
Сделав это
самостоятельно, вы
сократите потери
наших сотрудников
на 15*4*52*4 =
12.480 минут в год
На подготовку одной
аудитории уходит до 30ти минут, из них 15 –
превратить такие
рабочие места в готовые
к следующей группе