



























 делаем вывод, для того чтобы из заготовки получить деталь предстоит лишь прорезать на")
 б)")
. В первом случае в качестве")




















 Промышленность
ПромышленностьПохожие презентации:










Процессы производства
1. ПРОГРАММЫ ДОПОЛНИТЕЛЬНОЙ ПРОФЕССИОНАЛЬНОЙ ПЕРЕПОДГОТОВКИ и ПРОГРАММЫ ПОВЫШЕНИЯ КВАЛИФИКАЦИИ Образовательный модуль М2
«Технологии механообрабатывающегопроизводства в машиностроении»
Кафедра «Технологии и оборудование машиностроения»
Факультет машиностроения
Московский политехнический университет
2. Преподаватели модуля М2 «Технологические процессы обработки материалов в машиностроении»
Васильев Александр Николаевич, к.т.н., доцентОвсянников Борис Львович, к.т.н., доцент
Мишин Владимир Николаевич, заведующий
лабораторией оборудования с ЧПУ, подготовки управляющих
программ и инструментального обеспечения.
3. ПРОГРАММЫ ДОПОЛНИТЕЛЬНОЙ ПРОФЕССИОНАЛЬНОЙ ПЕРЕПОДГОТОВКИ и ПОВЫШЕНИЯ КВАЛИФИКАЦИИ Образовательный модуль М2 «Технологические
ПРОГРАММЫ ДОПОЛНИТЕЛЬНОЙПРОФЕССИОНАЛЬНОЙ ПЕРЕПОДГОТОВКИ и ПОВЫШЕНИЯ КВАЛИФИКАЦИИ
Образовательный модуль М2
«Технологические процессы обработки материалов в
машиностроении»
Тема 1:
Понятие о производственном и
технологическом процессах и их структуре.
Положения теории точности и качества изделия
Преподаватель: Васильев Александр Николаевич
почта: anvasilyev2009@Yandex.ru
4. Рекомендуемая литература
• 1. Клепиков В.В., Бодров А.Н. Технология машиностроения.Учебник – М.:ФОРУМ: ИНФРА-М, 2004, 860с.:ил.
• 2. В.М. Бурцев, А.С. Васильев, И.Н. Гемба и др. Технология
машиностроения. Учебник для вузов: в 2т. – М.: Изд-во
МГТУ им. Н.Э. Баумана, 2012.
• 3. Справочник технолога под редакцией д.т.н., профессора
Суслова Анатолия Григорьевича, 2019 год, М, из-во
«Инновационное машиностроение».
5. Рекомендуемые электронные ресурсы мосполитеха
1. Балашов В.Н. Васильев А.Н.Основы технологии машиностроения, 2022 год
https://online.mospolytech.ru/course/view.php?id=8315
2. Балашов В.Н., Васильев А.Н.
Основы технологии машиностроительного производства
Ссылка на курс в ЛМС:
https://online.mospolytech.ru/local/crw/course.php?id=3940
6. Основные термины и определения
• Изделие• Деталь
• Сборочная единица
• Заготовка
• Припуск
• Допуск
• Производственный процесс
7.
Человек в своей повседневной жизни использует самыеразнообразные предметы для работы, развлечений, отдыха и т.д.
Все эти предметы можно объединить одним словом – изделие
(от слова «делать»), так как все они в свое время были где-то и
кем-то сделаны.
В соответствии с ГОСТ 2.101-2016 Изделием называется
любой предмет или набор предметов производства, подлежащих
изготовлению на предприятии.
Изделия, в зависимости от их назначения, делят на изделия
основного производства и на изделия вспомогательного
производства.
8. Понятие о производственном процессе Производственный процесс- совокупность всех действий людей и орудий труда направленная на
изготовление илиремонт изделий с целью удовлетворения потребностей
общества в этих изделиях.
9.
Для того чтобы изготовить изделие, как правило,организуется производственный процесс (производство),
который реализуется на предприятии.
Производственным процессом, в соответствии с ГОСТ
14.004-2009, называется совокупность всех действий людей и
орудий производства, необходимая на данном предприятии для
изготовления или ремонта продукции.
Производственный процесс завода включает:
- подготовку средств производства и организацию обслуживания
рабочих мест;
- получение и хранение материалов и полуфабрикатов;
- все стадии изготовления деталей машин ;
- сборку сборочных единиц ;
- транспортировку материалов, заготовок, деталей, готовых
изделий и их элементов ;
- технический контроль на всех стадиях производства ;
- упаковку готовой продукции ;
- другие действия, связанные с изготовлением выпускаемых
изделий.
10. Структура технологического процесса Технологический процесс – часть производственного процесса, связанная с последовательным
изменением размеров,формы, внешнего вида или внутренних свойств
предмета производства и с контролем параметров
качества.
11.
В любом технологическом процессе можно выделитьотдельные элементы –технологические операции, которые
выполняются на предназначенных для этой цели рабочих местах.
Рабочее место - элементарная единица структуры
предприятия, где размещаются исполнители работы,
обслуживаемое ими технологическое оборудование, часть
конвейера, на ограниченное время оснастка и предметы труда
(ГОСТ 14.004—2009).
Технологическая операция - законченная часть
технологического процесса, выполняемая на одном рабочем
месте.
В структуре самой технологической операции можно
выделить следующие элементы: установы, технологические
переходы, вспомогательные переходы, рабочие ходы,
вспомогательные ходы, позиции, приемы.
12.
Установ - часть технологической операции, выполняемаяпри неизменном закреплении обрабатываемых заготовок или
собираемой сборочной единицы.
Технологический
переход
законченная
часть
технологической операции, выполняемая одними и теми же
средствами технологического оснащения при постоянных
технологических режимах и установке.
Вспомогательный
переход
законченная
часть
технологической операции, состоящая из действия человека и
(или) оборудования, которые не сопровождаются изменением
свойств предметов труда, но необходимы для выполнения
технологического перехода.
Примерами вспомогательных переходов являются установка
заготовки, смена инструмента и т.д.
Рабочий ход - законченная часть технологического перехода,
состоящая из однократного перемещения инструмента
относительно заготовки, сопровождаемая изменением формы,
размеров, шероховатости поверхности или свойств заготовки.
13. Основные термины и определения
• При разработке технологических процессови операций необходимо обеспечивать
выполнение основных принципов
технологии машиностроения:
– обеспечить требуемое качество;
- обеспечить заданную производительность
(т.е. выпуск изделий в заданные сроки в
установленном программой количестве);
- обеспечить выпуск при минимальной
себестоимости.
(три противоречия)
14. Основные термины и определения
Для соблюдения одновременно трёх противоречивыхпринципов технологии машиностроения надо знать или
изучить закономерности и явления, происходящие в
основных необходимых составляющих технологической
системы, а именно:
• взаимодействия в технологической системе (ТС – станок,
приспособление, инструмент, заготовка «(СПИЗ)»)
• Структура технологического процесса (ТП) обработки и
сборки
• Формы организации производства
• Технологическое оснащение процессов
• Взаимодействие людей и технологических машин
15. Взаимодействия в технологической системы зависят от метода воздействия на обрабатываемые поверхности МЕТОДЫ ОБРАБОТКИ
ПОВЕРХНОСТЕЙДЕТАЛЕЙ (заготовок)
16. Классификация методов обработки по характеру изменения исходного объёма заготовки
Вид 1. Методы перераспределения объёма(В процессе формообразования объём исходной заготовки не меняется по величине, но
перераспределяется в пространстве: ковка, штамповка, гибка, литьё).
Вид 2. Методы удаления части объёма
заготовки (удаление припуска: лезвийная обработка, абразивная обработка,
химическое растворение металла).
Вид 3. Методы наращивания объёма (форму изделия
получают добавлением материала к исходной заготовке или нанесением материала на
технологическую подложку (аддитивные технологии, гальваника, лазерная
стереолитография, лазерное осаждение металла и др.)
Вид 4. Комбинированные методы
17. Выбор метода обработки поверхности детали зависит: - от механических свойств материала детали; - от требований к точности
размера и формыповерхности;
- от требований к качеству поверхности по
шероховатости и остаточным напряжениям.
Правильность выбора метода доказывается
расчётом ТЭО
18. Понятия о свойствах материалов
• 1. Твёрдость (определяется приборами«Роквелл» или «Бринелль». Твёрдые сплавы
70-85 HRC, закалённые конструкционные стали
48-65 HRC, улучшенные стали 36-42 HRC, мягкие
стали 28-32 HRC, цветные сплавы до 28 HRC).
• 2. Прочность (пределы прочности: на
растяжение, на сжатие, на изгиб, предел
текучести, при срезе; относительное удлинение
при разрыве и др.)
19. Микротвердомер ПМТ-3
20.
21. Понятия о свойствах материалов
• 2. Прочность (пределы прочности: на растяжение,на сжатие, на изгиб, предел текучести, при срезе;
относительное удлинение при разрыве и др.)
Например:
Сталь 10: предел прочности на растяжение = 352 МПа;
предел текучести = 215 МПа.
Сталь 40: предел прочности на растяжение = 713 Мпа;
предел текучести = 334 МПа.
Сталь 40Х: предел прочности на растяжение = 1200 МПа;
предел текучести = 880 МПа.
22. Понятия о свойствах материалов
• 3. Ударная вязкость• 4. Пластичность
• 5. Цикловая выносливость
• 6. Температурное линейное
расширение
• 7. Теплоёмкость, тепловодность
• Другие специальные характеристики.
23. Понятие о точности изделия
24.
Для того чтобы показатели качества изделия соответствовалитребуемым, оно должно быть точно изготовлено.
Под точностью изделия понимается степень
его приближения к теоретическому
прототипу
25.
26.
27.
28.
29.
30. Теория точности
Основные положения31.
32. Понятия из теории точности
Квалитеты01; 0; 1
2 ……….5
6……8
9……..11
12……..17
Назначение
(условно)
Прецизион
ная
точность
(измерител
ьная
техника,
эталоны,
станкостро
ение)
Высокая
точность
(детали
двигателей
автомобил
ей)
Средняя
точность
(детали
тракторов)
Грубая
точность
для
неответстве
нных и
несопрягае
мых
поверхност
ей
Пример
Размер
60 мм
5 мкм
30 мкм
120 мкм
740 мкм
Размер
360 мм
13 мкм
57 мкм
230 мкм
1400 мкм
33. Условие точности
Побр. f < Тf , гдеПобр. f – суммарная погрешность обработки по
параметру f
Тf – допуск на параметр f
34. Суммарная погрешность обработки
Побр.f = Σωслуч + Σδсист ,гдеПобр.f – суммарная погрешность обработки (мкм),
Σωслуч – сумма случайных погрешностей (мкм),
Σδсист – сумма систематических погрешностей (мкм)
35. СЛУЧАЙНЫЕ ПОРЕШНОСТИ
Σωслуч =ωМ – погрешности, связанные с техническим состоянием оборудования
ωу – погрешность установки
ωизм - погрешности измерительной системы
36. Погрешность установки
37.
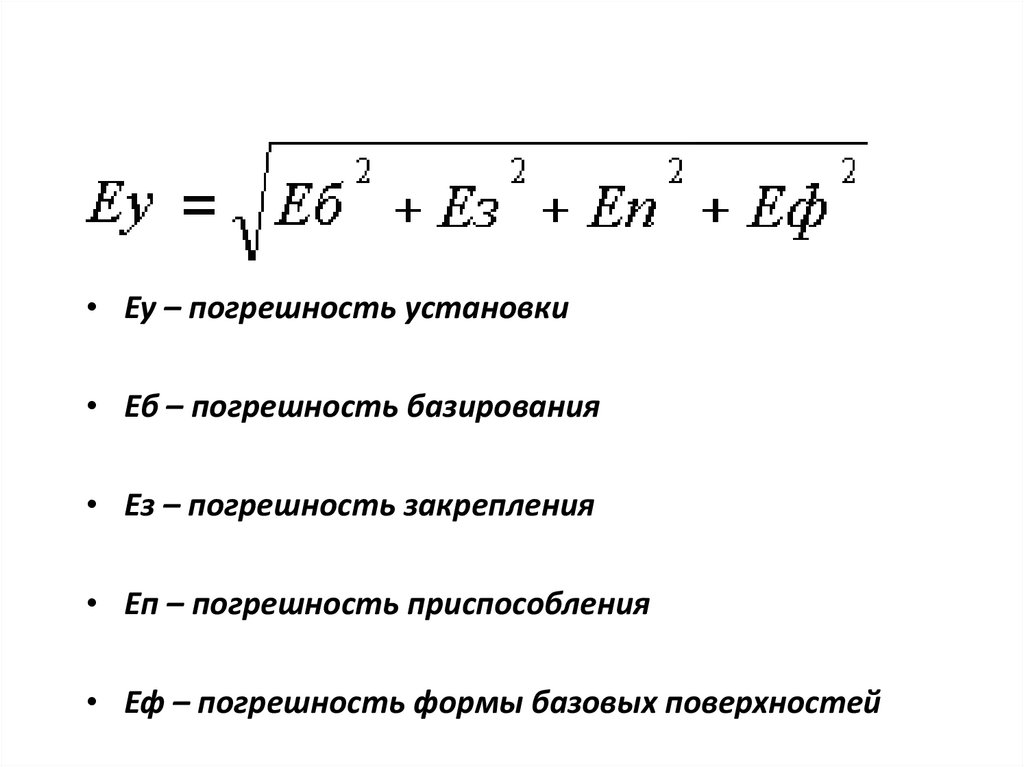
• Еу – погрешность установки• Еб – погрешность базирования
• Ез – погрешность закрепления
• Еп – погрешность приспособления
• Еф – погрешность формы базовых поверхностей
38. Погрешность базирования
39.
База это поверхность или выполняющее ту же функциюсочетание поверхностей, ось, точка, принадлежащая заготовке
или изделию и используемая для базирования.
Конструкторская база - база используемая для
определения положения детали или сборочной единицы в
изделии.
(Основная конструкторская база, вспомогательная
конструкторская база)
Технологической базой называется база, используемая для
определения положения заготовки или изделия в процессе
изготовления или ремонта.
40. Классификация баз
41.
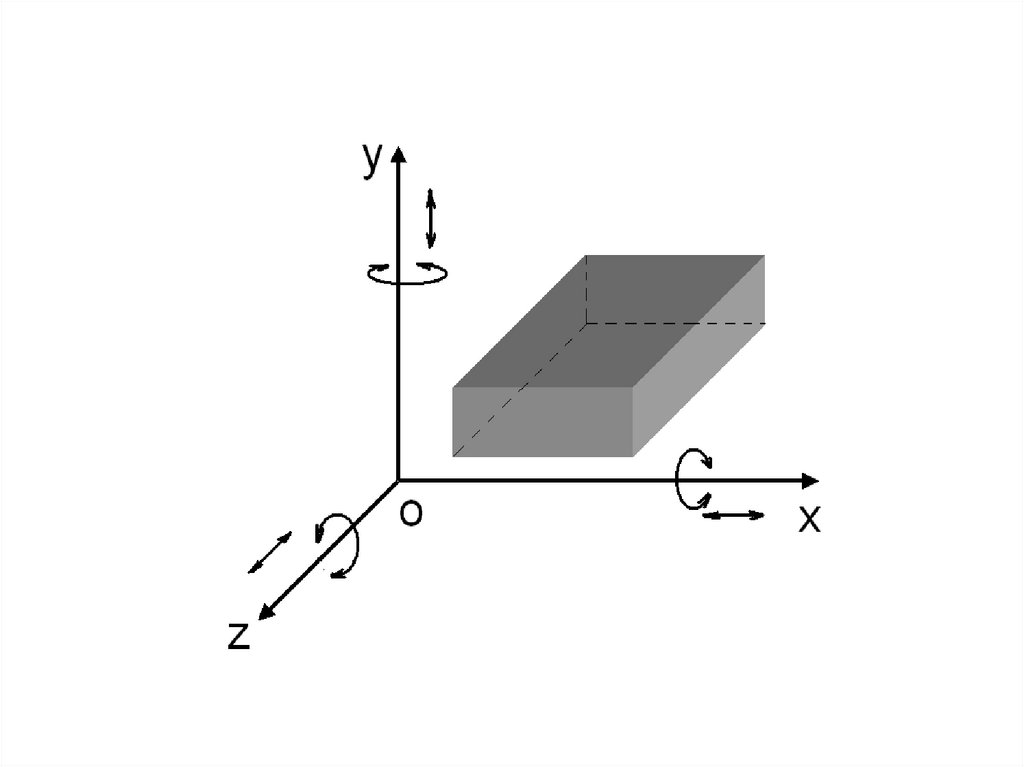
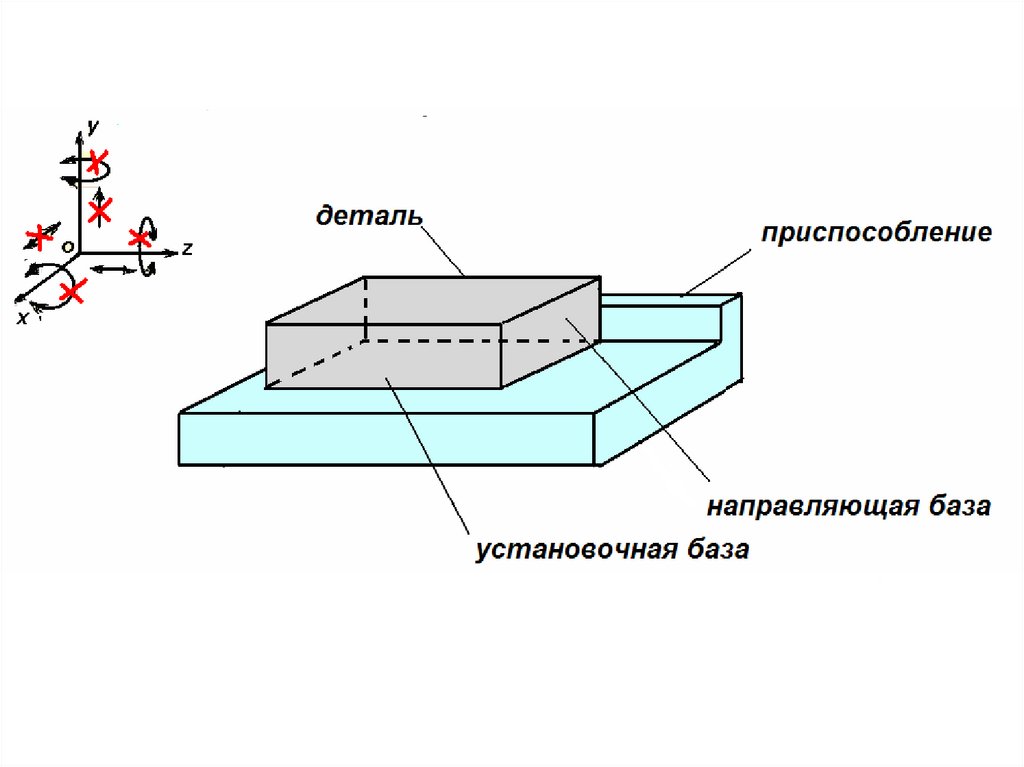
Под базированием понимают придание заготовке илиизделию требуемого положения относительно выбранной системы
координат.
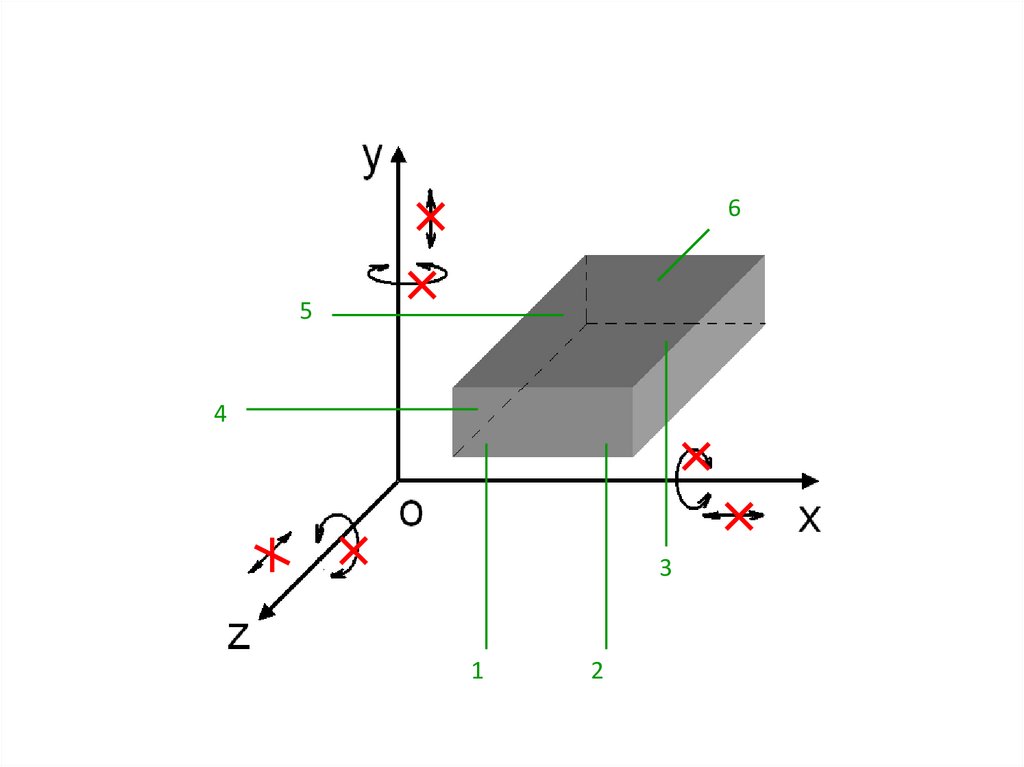
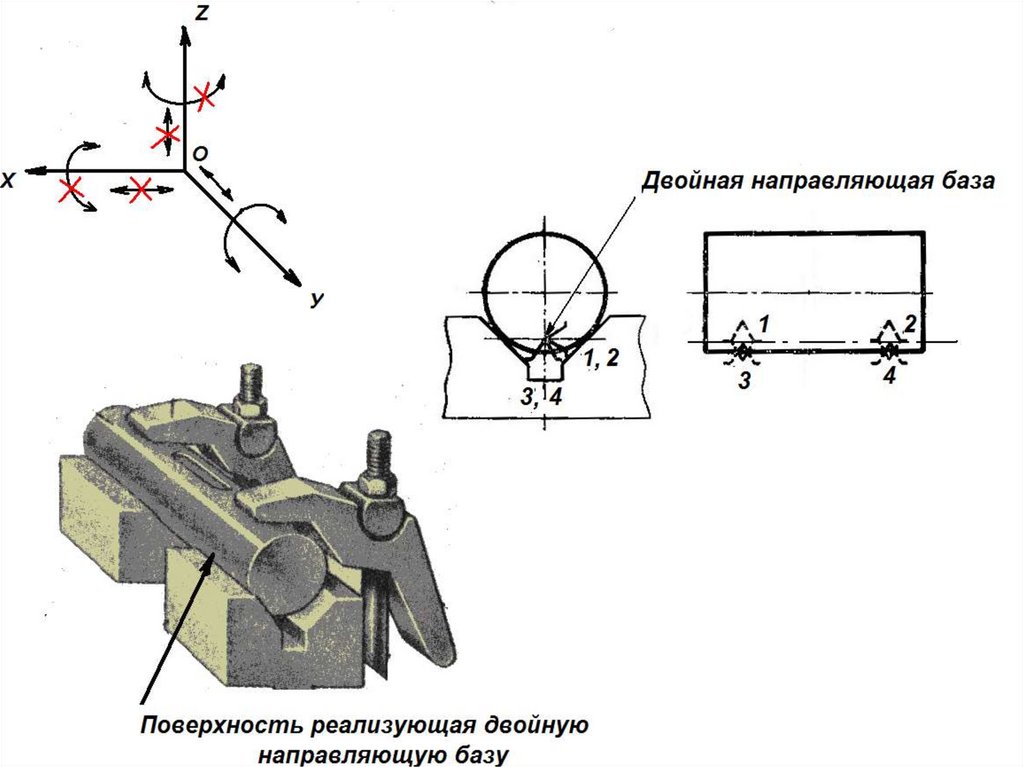
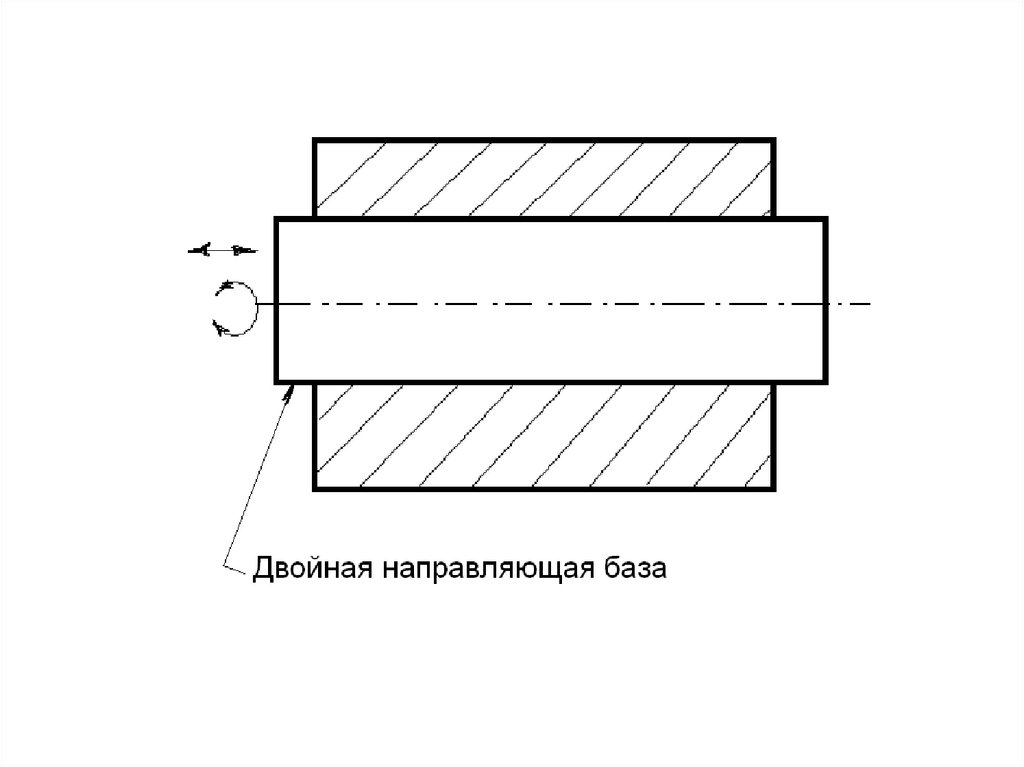
Теория базирования опирается на положение теоретической
механики, согласно которому, любое тело в пространстве имеет
шесть степеней свободы, оно может перемещаться вдоль трех
координатных осей и может вращаться вокруг этих осей.
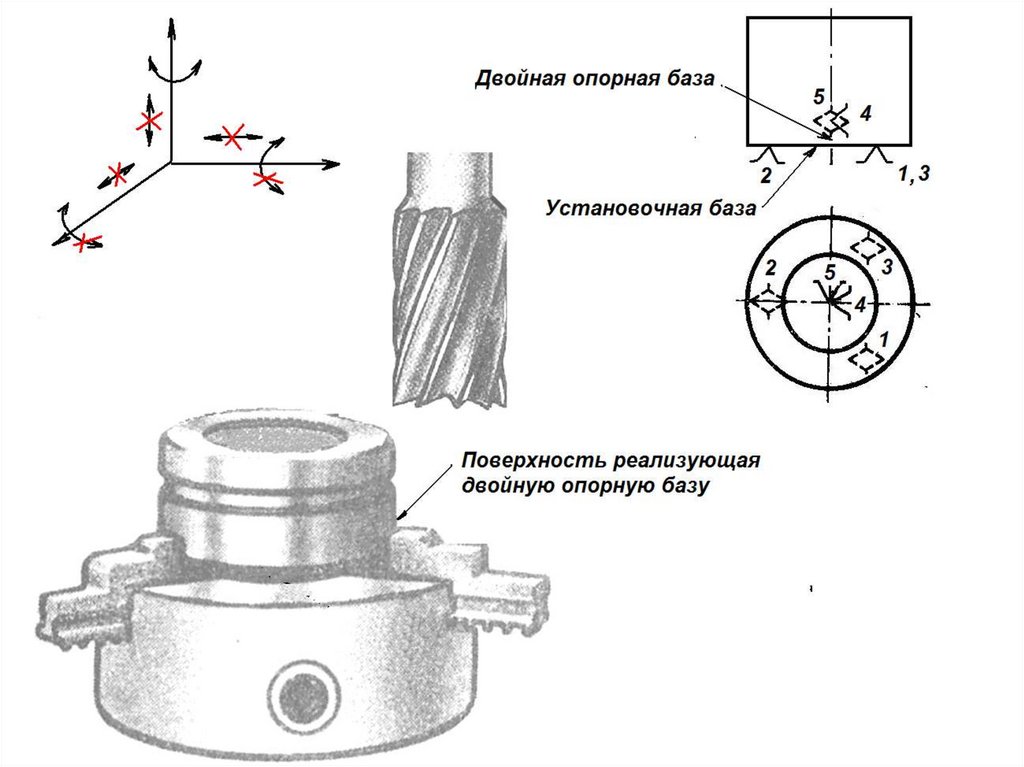
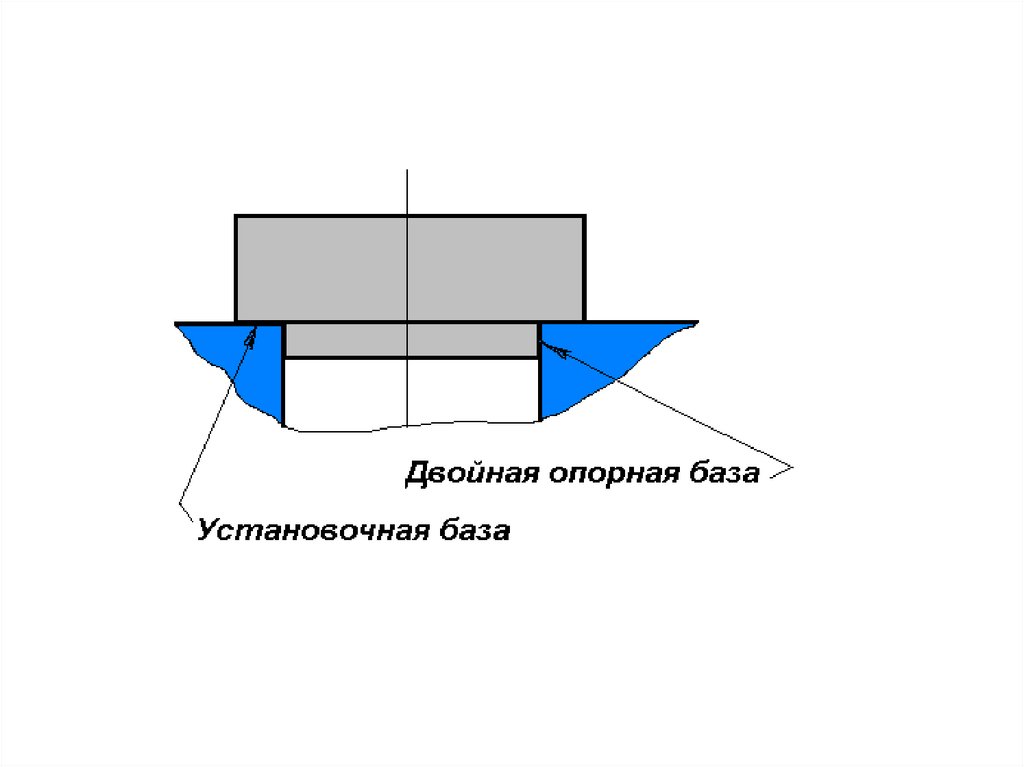
Согласно теоретической механике, для того чтобы тело в
пространстве стало неподвижным относительно выбранной
системы координат, необходимо на это тело наложить шесть
геометрических связей.
42.
43.
65
4
3
1
2
44.
45.
46.
47.
48.
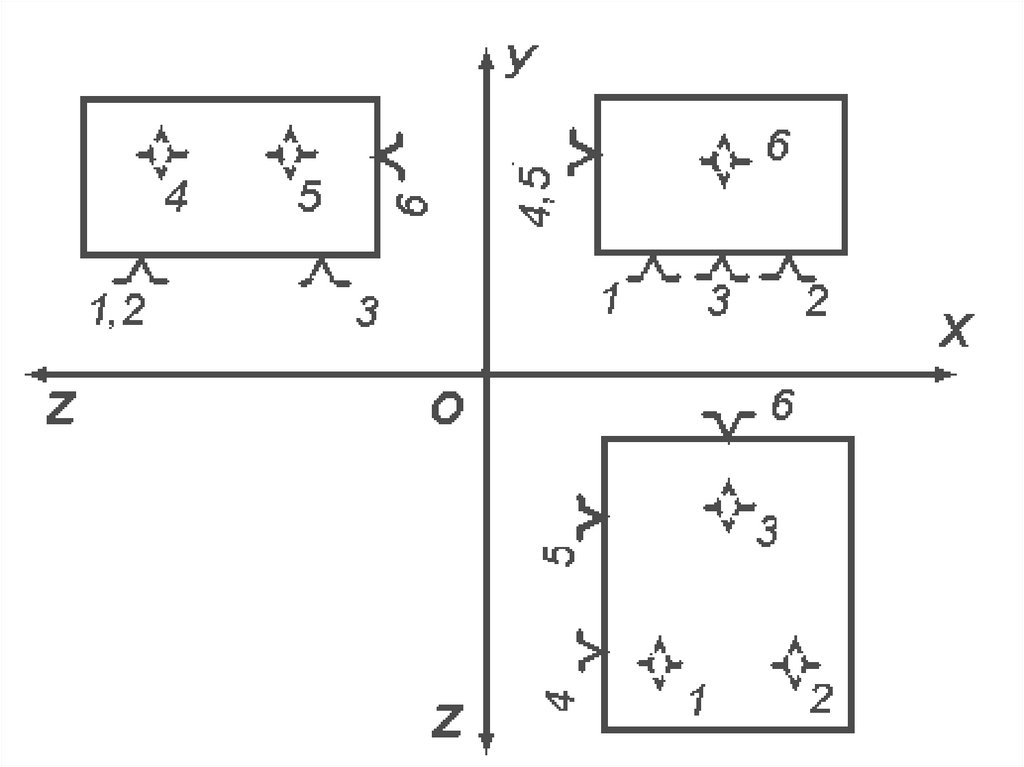
49. Схема базирования для рассмотренного примера
50.
51.
52. Схема базирования для рассмотренного примера
53.
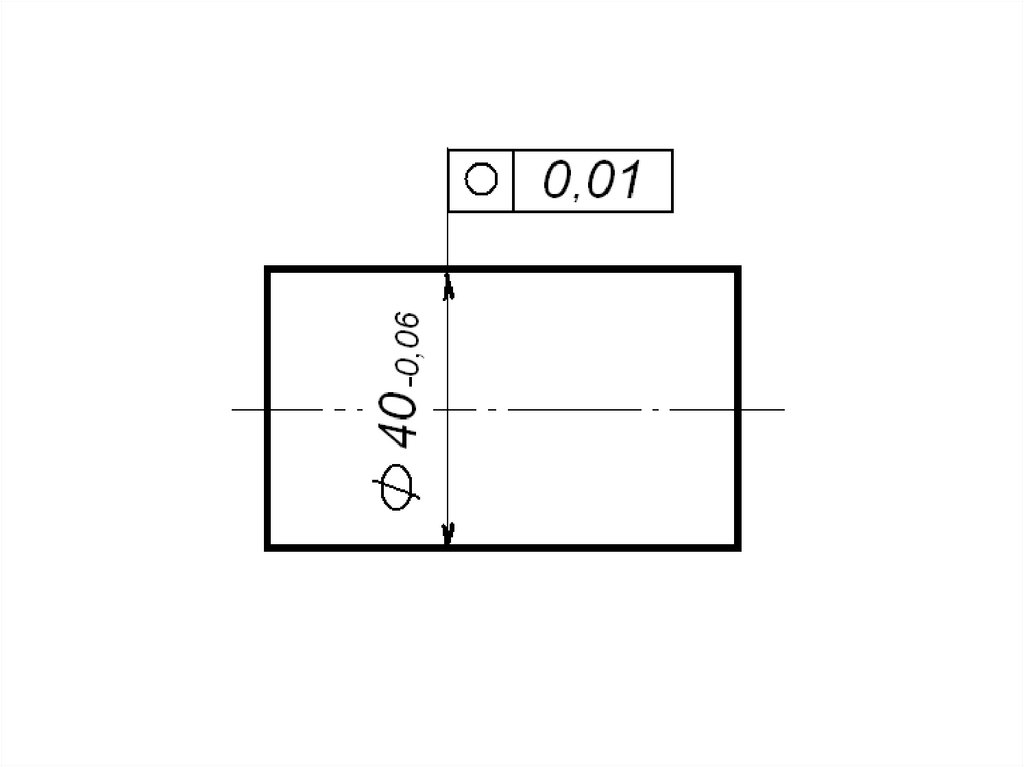
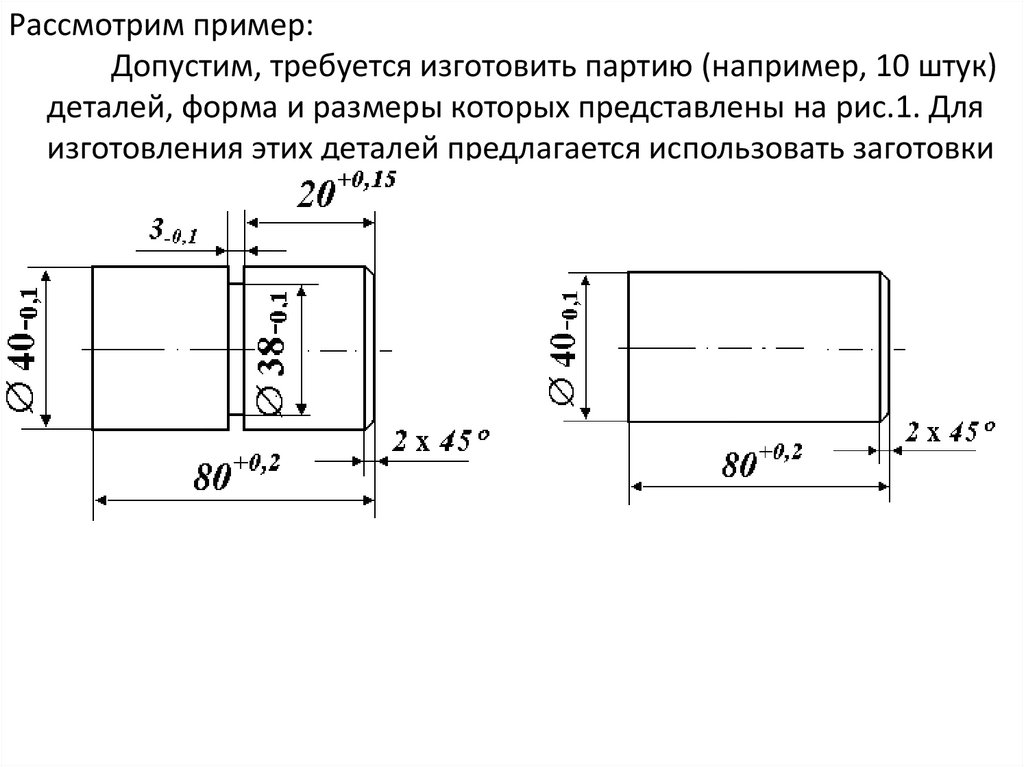
Рассмотрим пример:Допустим, требуется изготовить партию (например, 10 штук)
деталей, форма и размеры которых представлены на рис.1. Для
изготовления этих деталей предлагается использовать заготовки
показанные на рис.2.
54. Из анализа чертежей (рис.1 и рис.2) делаем вывод, для того чтобы из заготовки получить деталь предстоит лишь прорезать на
заготовкеканавку на расстоянии 20+0,15 мм от торца с фаской, обеспечив ее диаметр
равным 38-0,1 мм.
Оставим пока без внимания выполнение диаметрального размера
и поговорим о получении линейных размеров.
И так нам предстоит прорезать канавку шириной 3 мм на
расстоянии 20мм уложившись при этом в заданные допуски.
Предположим мы решили прорезать канавку канавочным резцом
шириной 3 мм.
В данном случае канавочный резец будет являться мерным
инструментом, так как он переносит свои размеры на обрабатываемую
поверхность.
Следовательно ширина канавки зависит только от ширины резца.
Посмотрим, сможем ли мы обеспечить точность размера 20+0,15
обозначим его буквой А .
На рисунках показана обработка канавки при различных схемах
базирования.
55. а) б)
6020
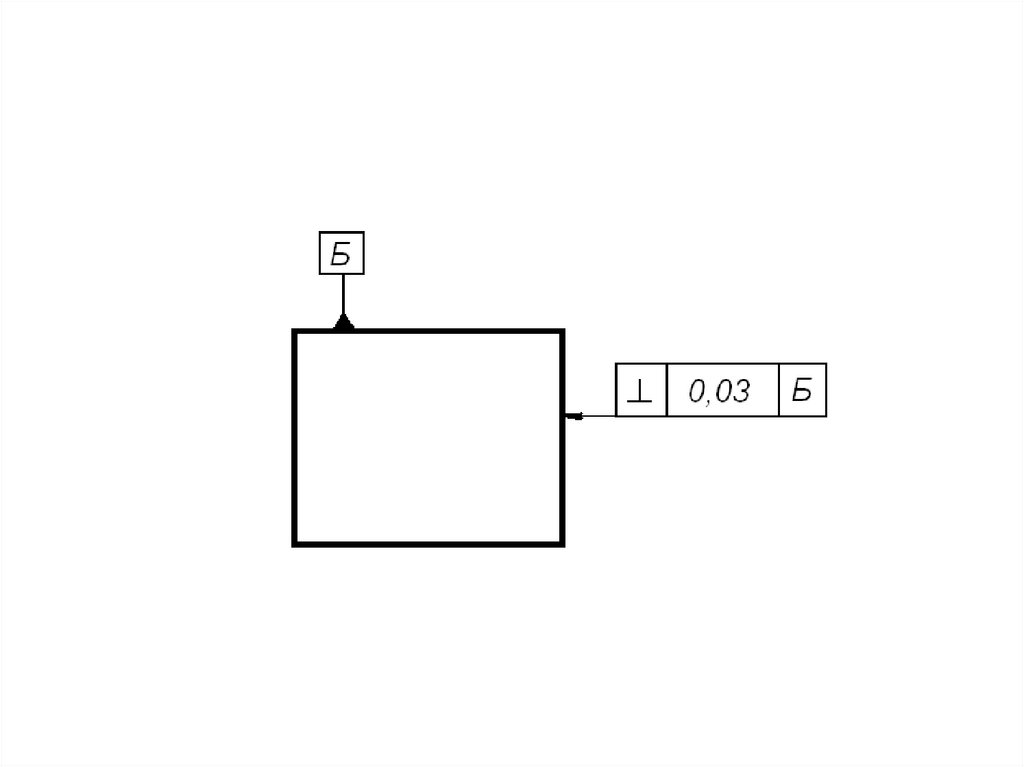
56. Конструкторской базой для размера А является торец с фаской (от него задано положение канавки). В первом случае в качестве
технологической базы выбран торецбез фаски (он определяет положение детали в процессе обработки в
направлении размера А).
В верхней части рисунка показана обработка детали с наибольшим
предельным габаритным размером, в нижней части обработка детали с
наименьшим предельным габаритным размером. Как видно из рисунка,
размер А будет иметь погрешность 0,2.
Во втором случае в качестве технологической базы выбран торец с
фаской. В этом случае, как видно из рисунка погрешности базирования
нет.
Таким образом, можно отметить, что если конструкторская и
технологическая базы не совпадают, погрешность базирования
существует и равна допуску на размер, связывающий несовпадающие
базы. При совпадении конструкторской и технологической базы
погрешность базирования отсутствует.
57. Вопросы к зачёту
Как определяется погрешность базирования при установке
детали в призму?
Чему равна погрешность базирования при установке детали на
оправку с зазором?
Как определяется погрешность базирования если размера
связывающего несовпадающие базы на чертеже нет?
В чем заключается принцип единства баз?
Для чего нужно соблюдать принцип постоянства баз?
58.
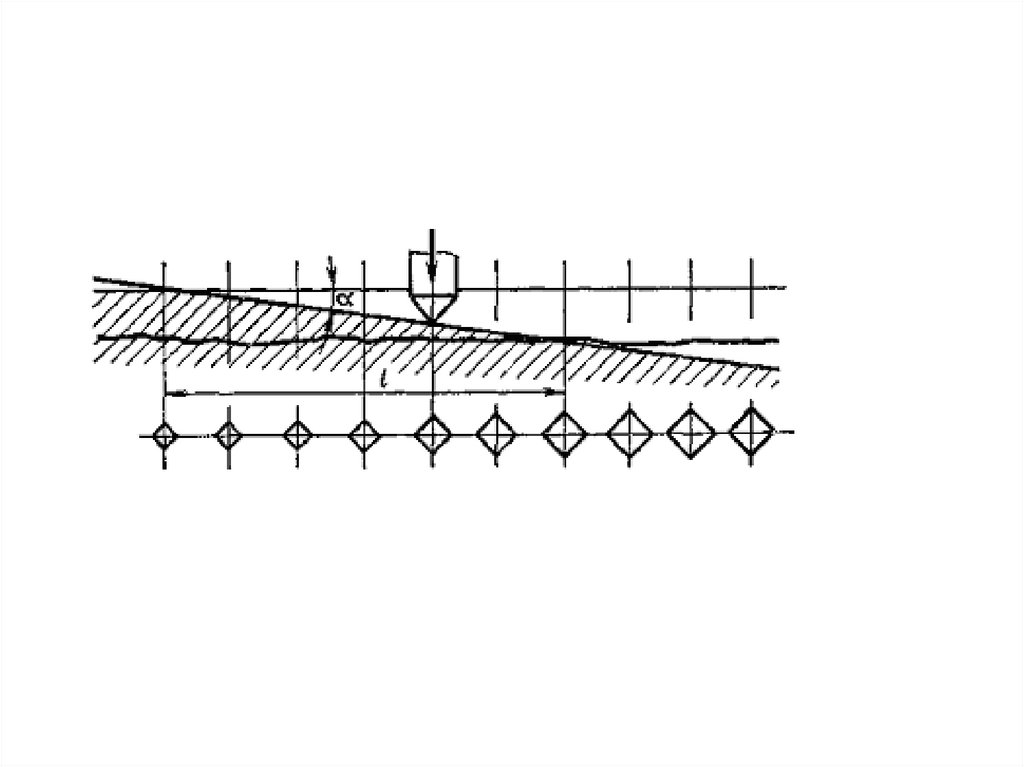
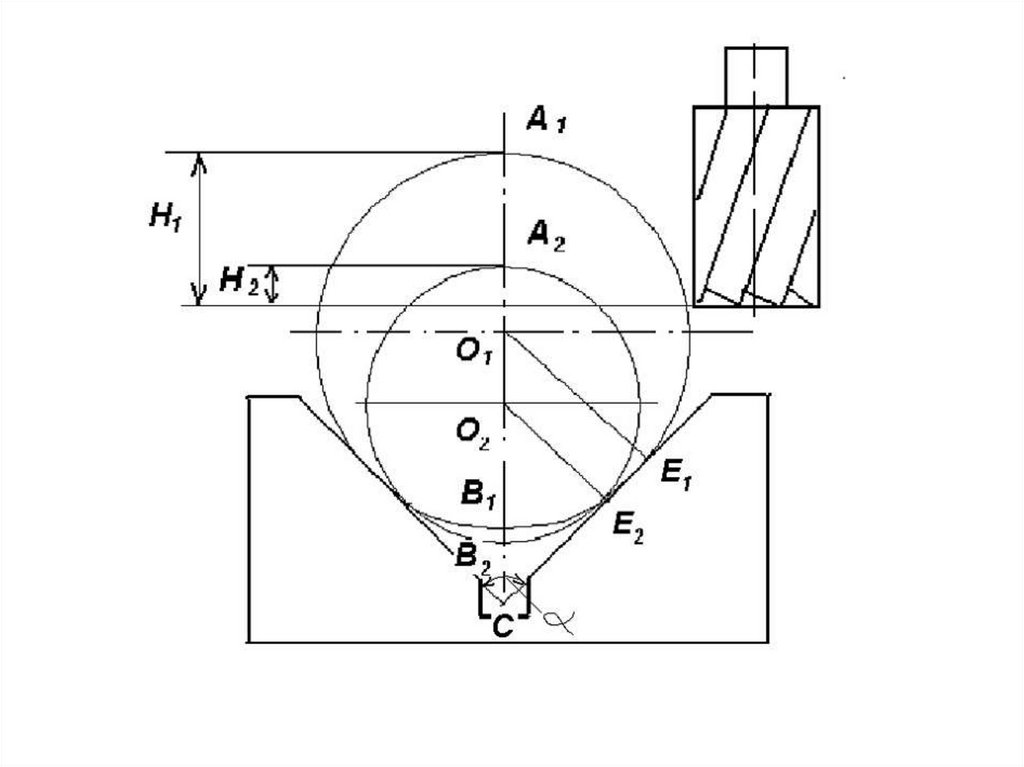
Рассмотрим другой пример, когда заготовка базируется повнешней цилиндрической поверхности с установкой на призме.
Допустим на цилиндрической поверхности фрезеруется
лыска.
Технологической базой является наружная цилиндрическая
поверхность.
Рассмотрим как будет изменяться погрешность базирования,
если в качестве измерительной базы применять различные
точки.
Допустим измерение ведется от верхней образующей.
59.
60.
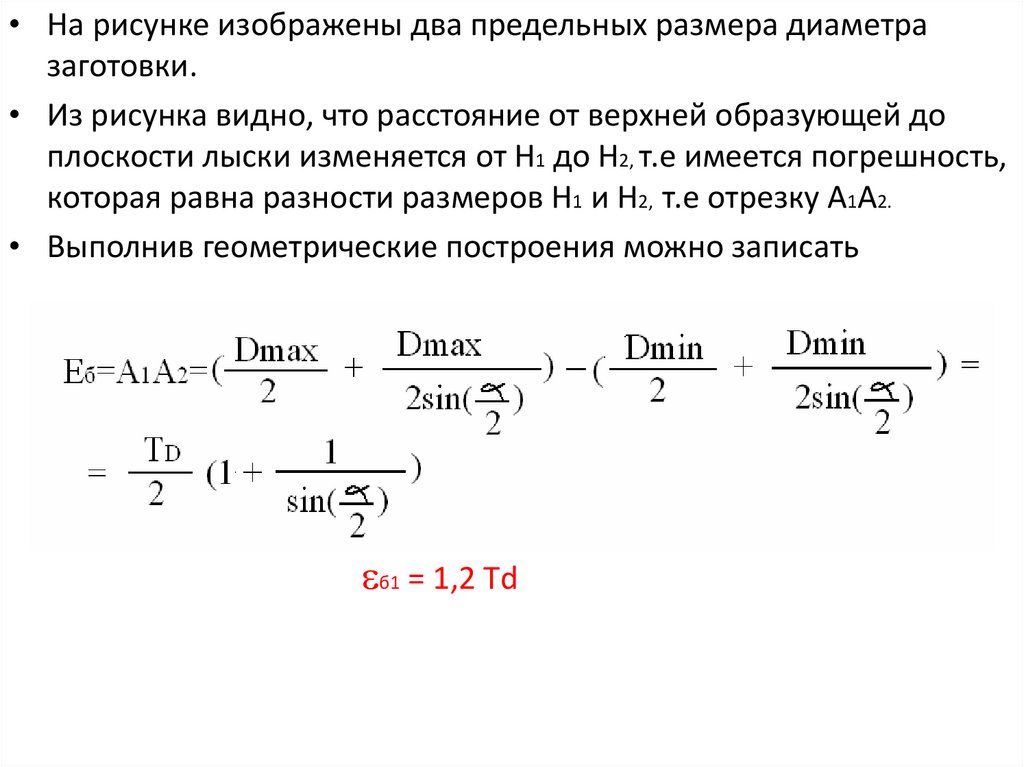
• На рисунке изображены два предельных размера диаметразаготовки.
• Из рисунка видно, что расстояние от верхней образующей до
плоскости лыски изменяется от Н1 до Н2, т.е имеется погрешность,
которая равна разности размеров Н1 и Н2, т.е отрезку А1А2.
• Выполнив геометрические построения можно записать
б1 = 1,2 Тd
61.
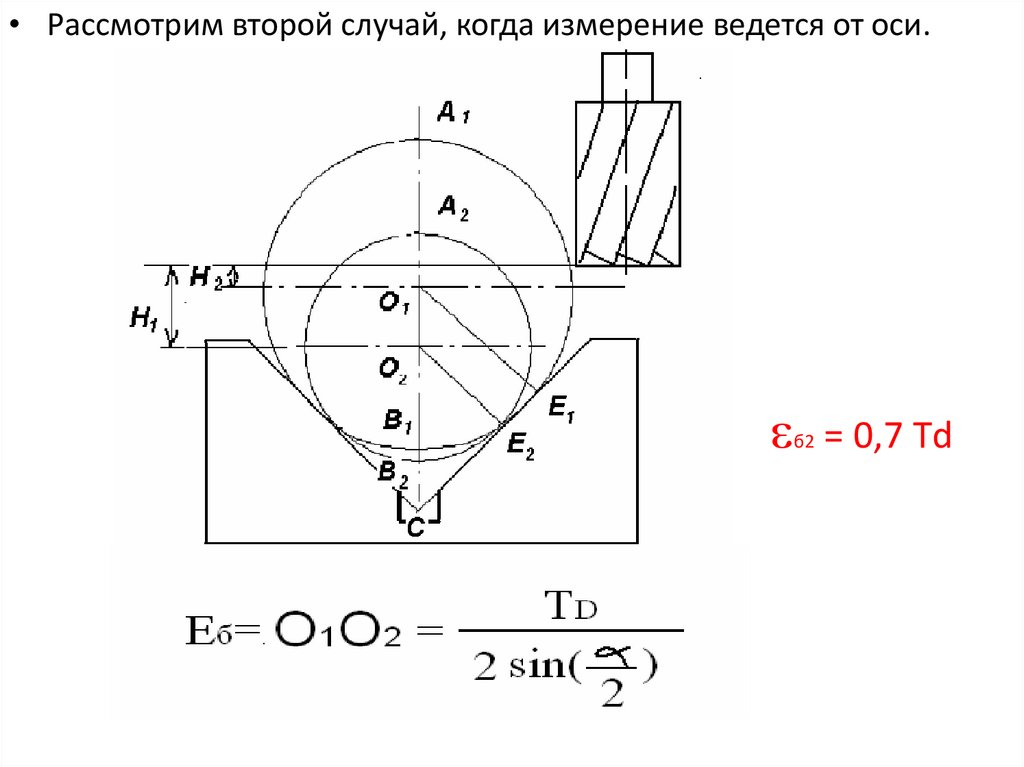
• Рассмотрим второй случай, когда измерение ведется от оси.= 0,7 Тd
б2
62.
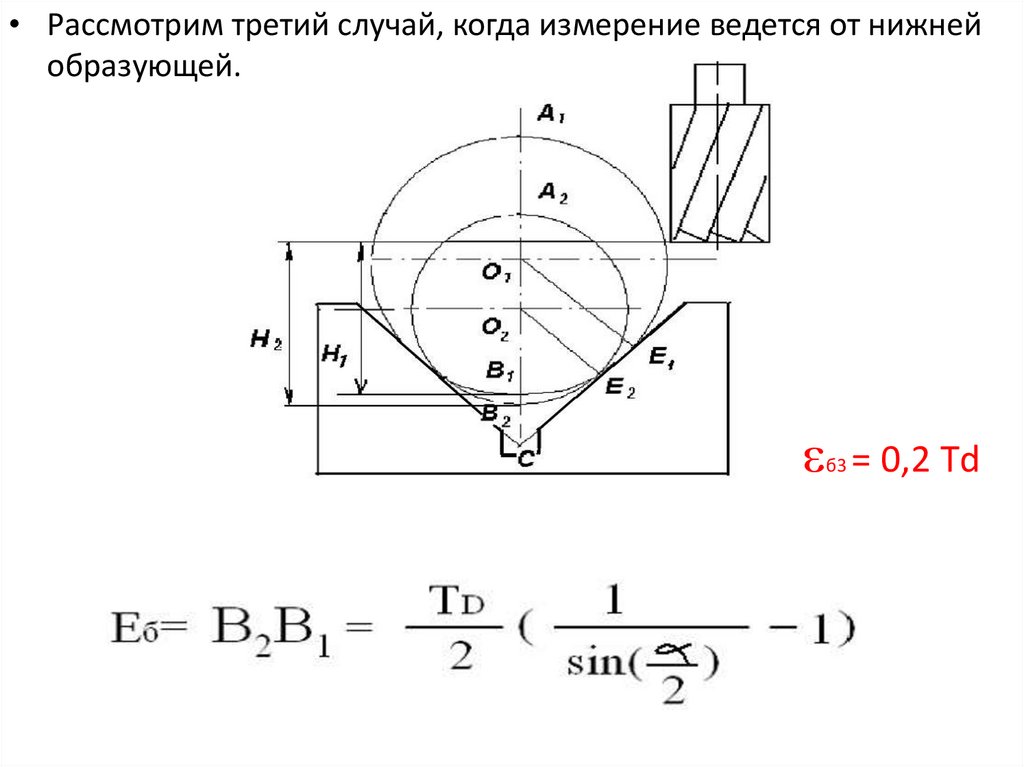
• Рассмотрим третий случай, когда измерение ведется от нижнейобразующей.
= 0,2 Тd
б3
63.
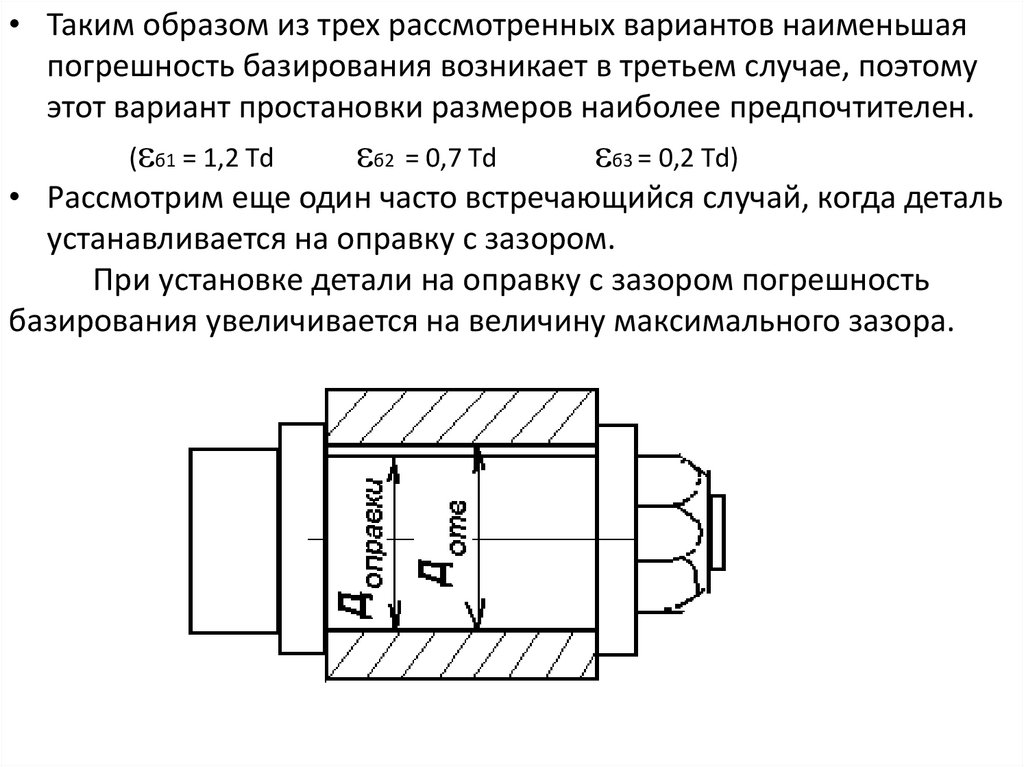
• Таким образом из трех рассмотренных вариантов наименьшаяпогрешность базирования возникает в третьем случае, поэтому
этот вариант простановки размеров наиболее предпочтителен.
( б1 = 1,2 Тd
б2 = 0,7 Тd
б3 = 0,2 Тd)
• Рассмотрим еще один часто встречающийся случай, когда деталь
устанавливается на оправку с зазором.
При установке детали на оправку с зазором погрешность
базирования увеличивается на величину максимального зазора.
64.
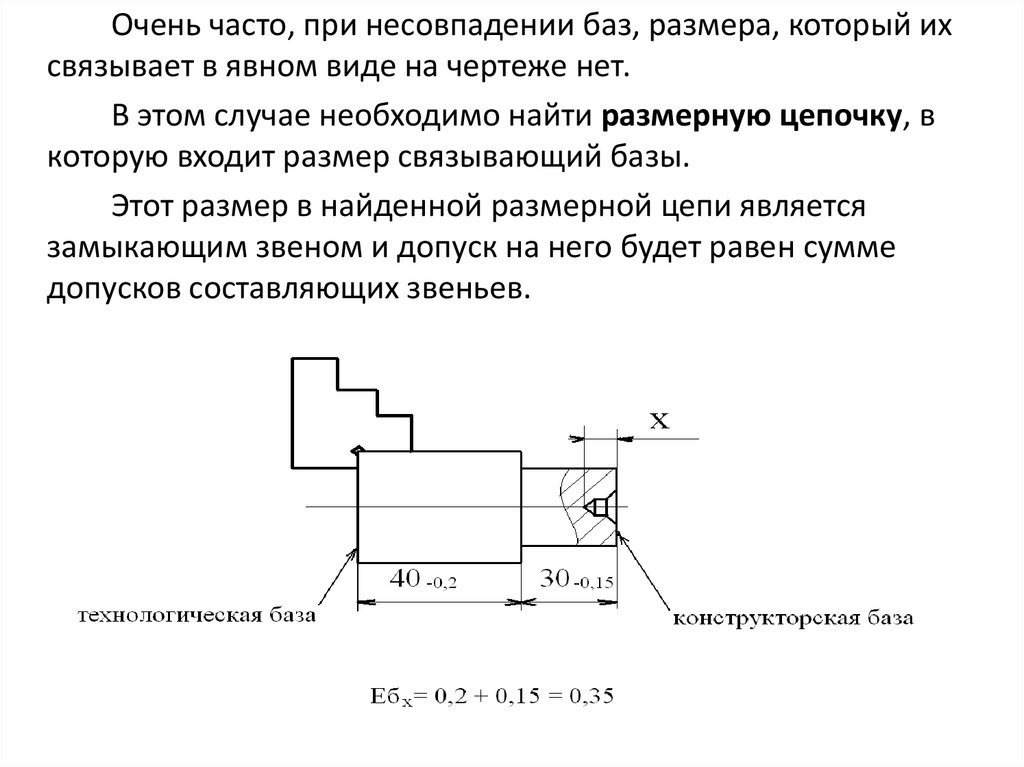
Очень часто, при несовпадении баз, размера, который ихсвязывает в явном виде на чертеже нет.
В этом случае необходимо найти размерную цепочку, в
которую входит размер связывающий базы.
Этот размер в найденной размерной цепи является
замыкающим звеном и допуск на него будет равен сумме
допусков составляющих звеньев.
65. Принцип постоянства баз
• Принцип постоянства баз еще называютвторым принципом базирования.
• Он заключается в том, что на всех основных
технологических операциях в качестве
технологических баз следует использовать
одни и те же поверхности.
66.
• Постоянство технологической базы на всем протяжениитехнологического процесса позволяет сократить количество
установок, а иногда и выполнить всю обработку за одну
установку.
• Соблюдение принципа постоянства баз позволяет
унифицировать приспособления используемые при обработке, а
следовательно сократить затраты.
• Принципы единства и постоянства баз совпадают в тех случаях,
когда грамотно проставлены размеры.
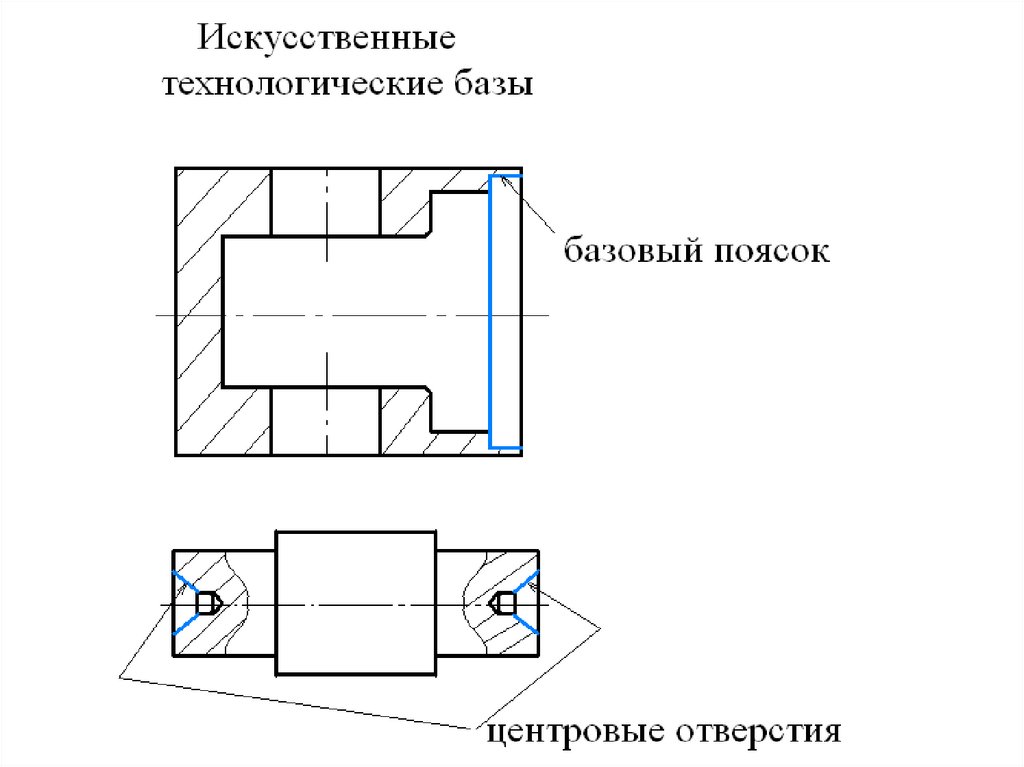
67.
• Стремление к более полномусоблюдению принципа постоянства
баз приводит часто к созданию
искусственных баз (бобышек,
центровых гнезд, установочных
поясков и др.)
• (ПРИМЕРЫ ПРИМЕНЕНИЯ ИСКУССТВЕННЫХ БАЗ НА СЛЕДУЮЩЕМ
СЛАЙДЕ)
68.
69. Качество изделия.
70.
И так основной задачей при разработке технологическогопроцесса изготовления изделия всегда является обеспечение
требуемого качества изделия.
Под качеством изделия понимается совокупность его
свойств, определяющих соответствие изделия служебному
назначению и отличающих его от других изделий.
Качество каждого изделия характеризуется рядом
показателей, на каждый из которых должна быть установлена
количественная величина с допуском на ее отклонение.
Система качественных показателей с установленными на них
количественными данными и допусками, описывающая
служебное назначение изделия, получила название технических
условий и норм точности на приемку готовой продукции.
71.
Показатели качества изделияСтабильность выполнения изделием своего служебного
назначения.
Надежность.
Долговечность.
Способность экономично выполнять свое служебное назначение.
Производительность.
Безопасность работы.
Удобство и простота обслуживания и управления.
Уровень шума.
Коэффициент полезного действия.
Степень механизации и автоматизации.
Эстетичность.
Другие.
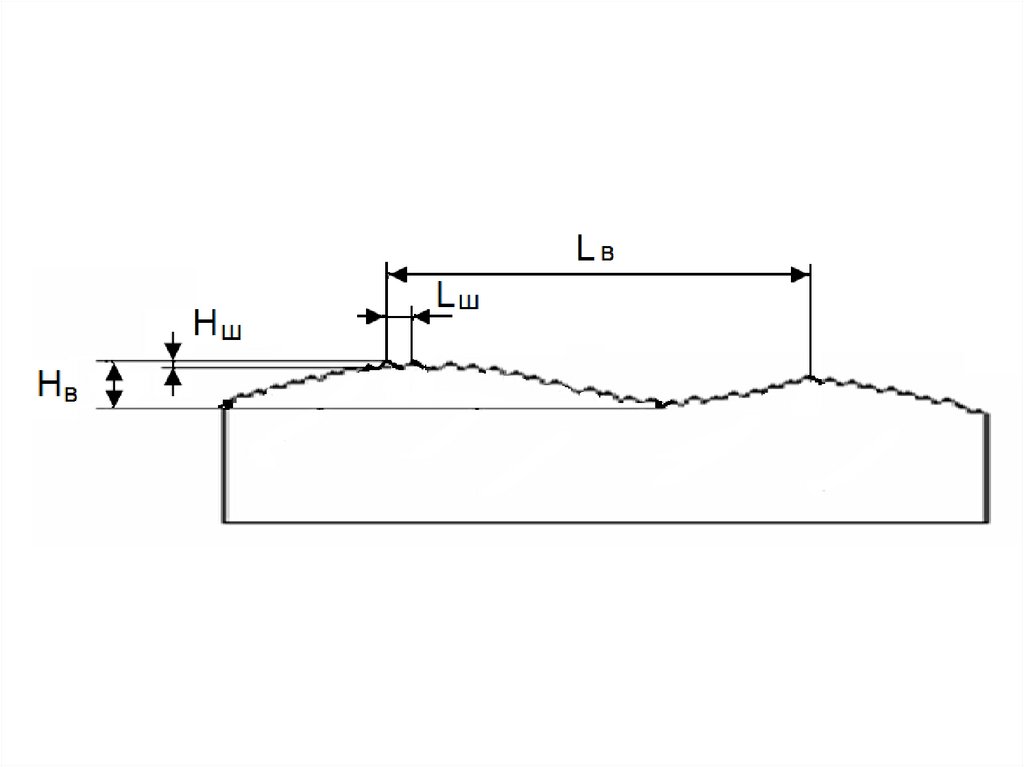
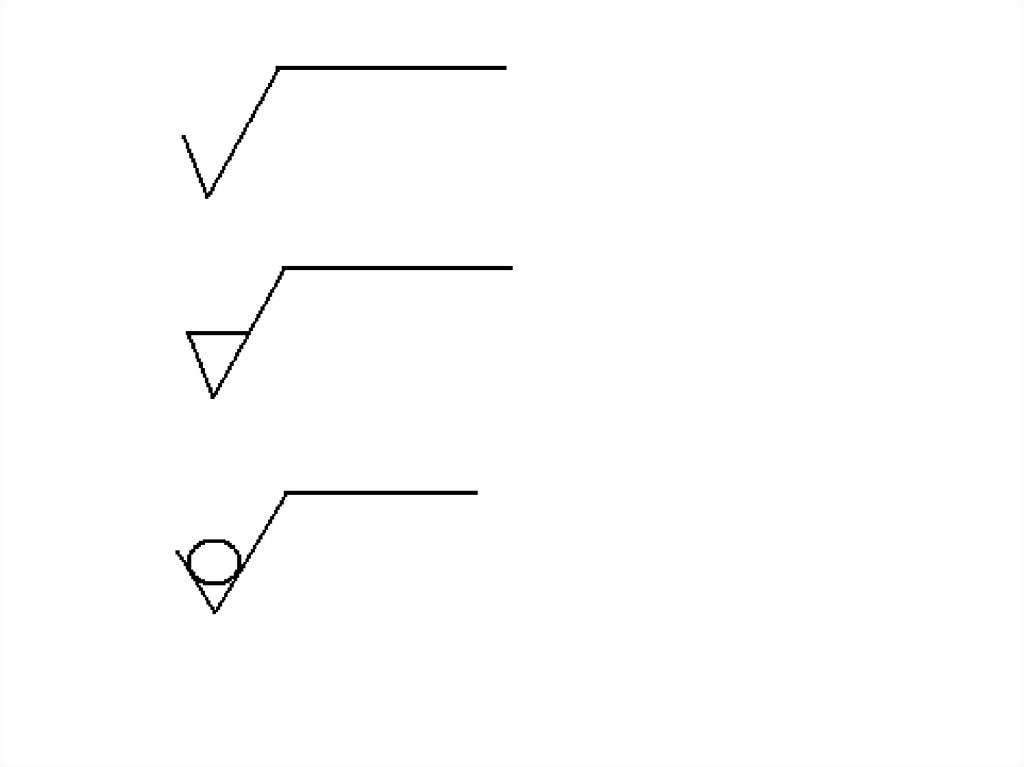
72. Понятие о качестве поверхности
• 1. Погрешность формы• 2. Волнистость поверхности
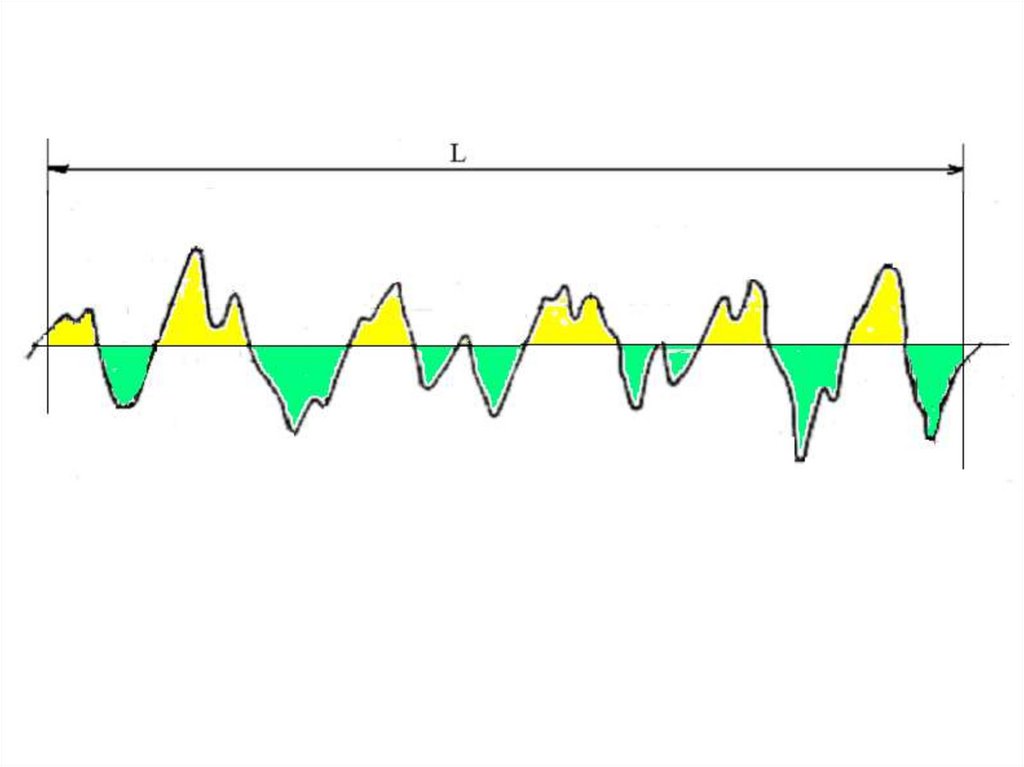
• 3. Шероховатость.
• 4. Структура и остаточные
напряжения.
73. Методы модификации свойств поверхностного слоя деталей машин
ШероховатостьСердцевина материала
Макрогеометрические
погрешности
h– глубина
поверхностного слоя
74.
75.
76.
77.
78.
79.
80. Образцы для сравнения шероховатости
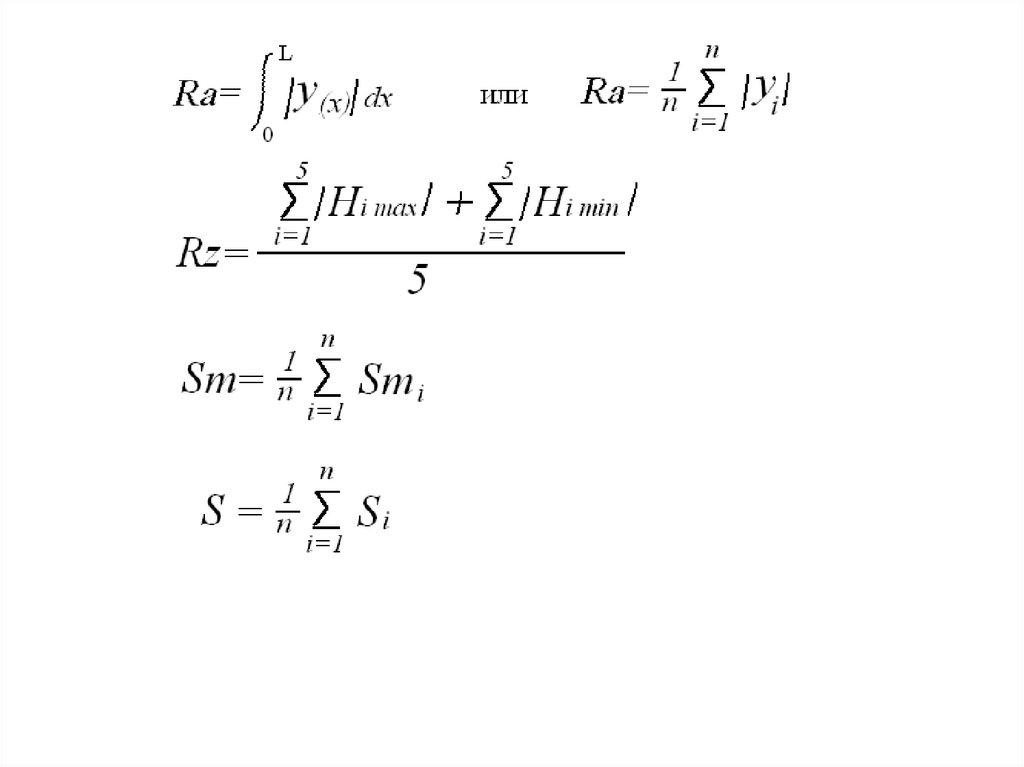
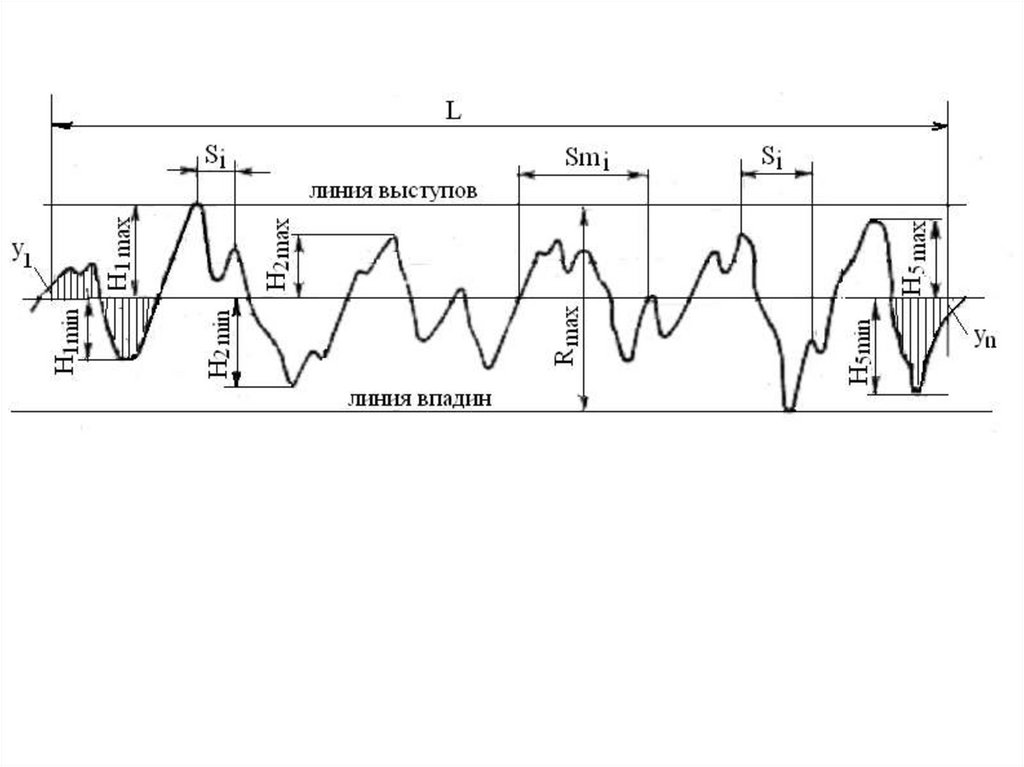
81. Измерение шероховатости
82. Профилограф-профилометр "Абрис-ПМ7"
Профилограф-профилометр "Абрис-ПМ7"83. Примерные данные о шероховатости поверхности после различных методов обработки
Метод обработкиТочение предварительное
Ra
20…5
Точение чистовое
2,5…1,25
Точение тонкое
0,63…0,32
Фрезерование предварительное
20…5
Фрезерование чистовое
2,5…1,25
Фрезерование тонкое
0,63…0,32
Сверление
10…2,5
Зенкерование
5…1,25
Развертывание предварительное
2,5…1,25
Развертывание окончастельное
1,25…0,63
Протягивание
1,25…0,63
Шлифование предварительное
2,5…1,25
Шлифование чистовое
0,63…0,32
Шлифование тонкое
0,32…0,08
84. Состояние поверхностного слоя
85.
• Процессы механической обработки сопровождаютсязначительными усилиями резания и температурами. В
результате этого в поверхностном слое детали могут происходить
процессы, связанные с наклепом или разупрочнением и
формированием остаточных напряжений.
• Наклеп это благоприятное явление приводящее к повышению
твердости поверхностного слоя.
• Разупрочнение – неблагоприятное явление приводящее к
понижению твердости поверхностного слоя.
• Наклеп поверхностного слоя характеризуется двумя
показателями:
• степенью наклепа и глубиной наклепанного слоя.
• Степень наклепа определяется по формуле:
86.
87.
• Поверхностная твердость в результате наклепа можетповышаться в 2 и более раз.
• Склонность металла к наклепу зависит от его исходного
состояния и свойств.
• Вязкие и пластичные металлы, склонные к пластической
деформации , получают при обработке резанием наибольший по
глубине наклеп.
• Глубина наклепанного слоя в зависимости от метода обработки
может изменяться от нескольких микрометров до нескольких
миллиметров.
88. Примерные значения степени наклепа и глубины наклепанного слоя для различных способов обработки
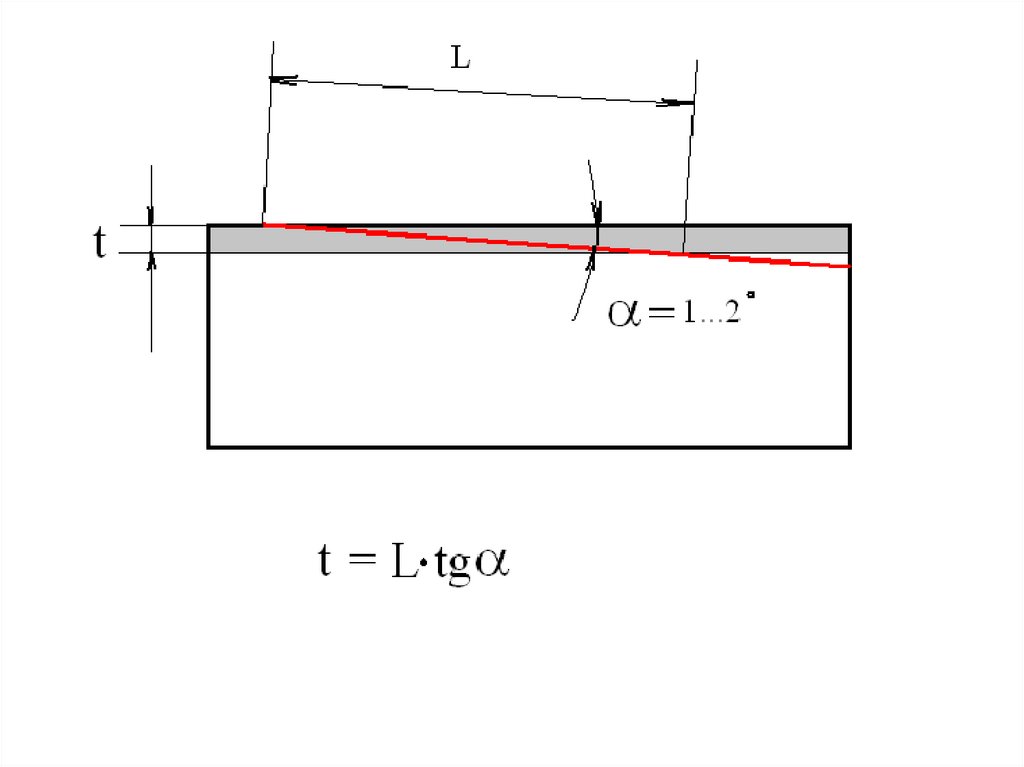
89.
• Существует различные методы для определения глубинынаклепанного слоя:
• 1. Метод косых срезов
• 2. Метод химического травления
• 3. Рентгеноструктурный метод.
90.
91.
92. Измерение микротвёрдости
93. Определение остаточных напряжений
94.
• Под действием усилий и температур в зоне резания вповерхностоном слое формируются также остаточные
напряжения.
• Остаточные напряжения могут быть сжимающими и
растягивающими.
• Измерение остаточных напряжений является очень трудоемким
процессом. Для измерения остаточных напряжений первого рода
наибольшее распространение получил механический метод.
• Механический метод определения остаточных напряжений
основан на том, что остаточные напряжения в детали
взаимоуравновешены. При удалении какого либо участка детали
равновесие в оставшейся части нарушается и в ней возникают
упругие деформации.
• По величине этих деформаций, можно определить остаточные
напряжения.
95.
• Наиболее распространенной методикой измерения остаточныхнапряжений механическим методом является методика
Давиденкова.
• Этот метод заключается в том, что для исследования готовятся
кольцевые образцы.
• Измеряется диаметр образца, после чего он разрезается по
образующей и вновь измеряется диаметр. Затем с исследуемой
поверхности образца стравливается слои металла установленной
величины и каждый раз измеряется диаметр. И так до тех пор
пока диаметр перестанет изменяться.
96.
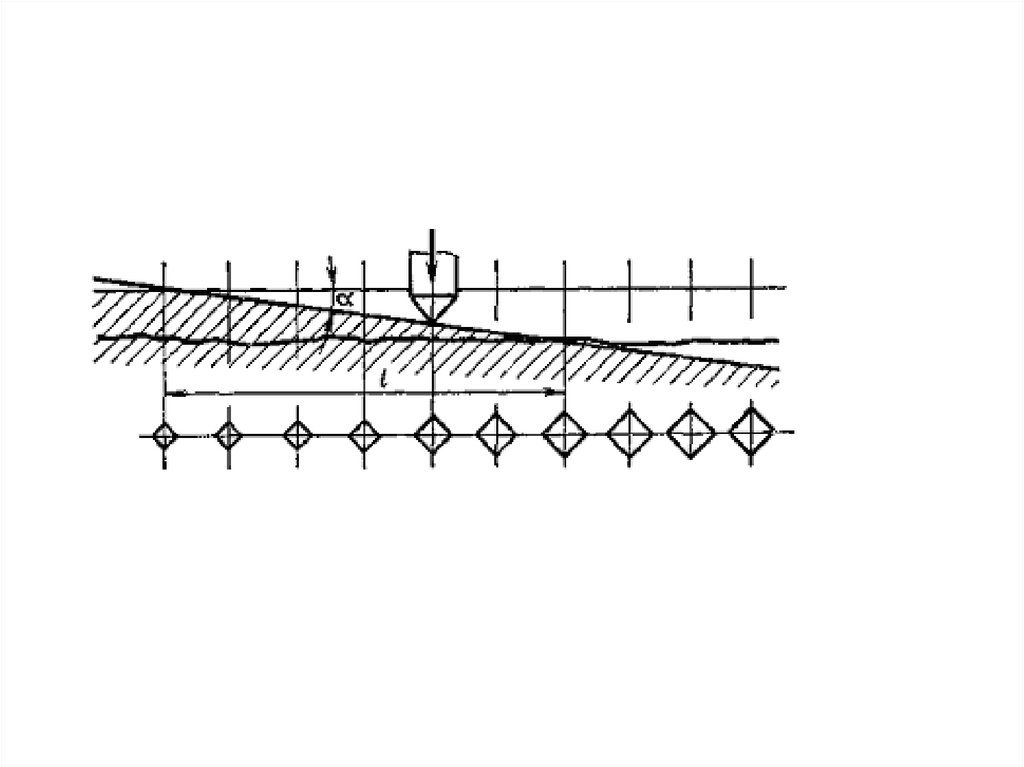
Определение остаточных напряжений97. Определение остаточных напряжений по методике Давиденкова
Перемещения с помощью самописца записываютнепрерывно. Зная скорость травления, можно
посчитать какой глубине залегания соответствуют
записанные деформации.
98. Определение остаточных напряжений по методике Давиденкова
Глубина залегания остаточных напряжений99. Факторы влияющие на формирование поверхностного слоя
• Качество поверхности деталей машин зависит восновном от метода и режимов проведения
окончательной обработки.
• Целенаправленное формирование в процессе
изготовления детали ее поверхностного слоя с
заданными свойствами является одной из важнейших
задач технологии машиностроения.
• Качество поверхностного слоя может быть
повышено в результате применения как
обычных методов при определенных режимах,
так и специальных упрочняющих методов
обработки.
100. Факторы влияющие на формирование поверхностного слоя.
101.
• Качество поверхности деталей машин зависит в основном отметода и режимов проведения окончательной обработки.
• Так как качество поверхностного слоя влияет на
эксплуатационные показатели детали, необходимо путем
технологического воздействия добиваться качества заданного
конструктором.
• Целенаправленное формирование в процессе изготовления
детали ее поверхностного слоя с заданными свойствами
является одной из важнейших задач технологии
машиностроения.
• Качество поверхностного слоя может быть повышено в
результате применения как обычных методов при определенных
режимах, так и специальных упрочняющих методов обработки.
• Большое влияние на шероховатость поверхности оказывают
скорость резания и подача.
102.
103.
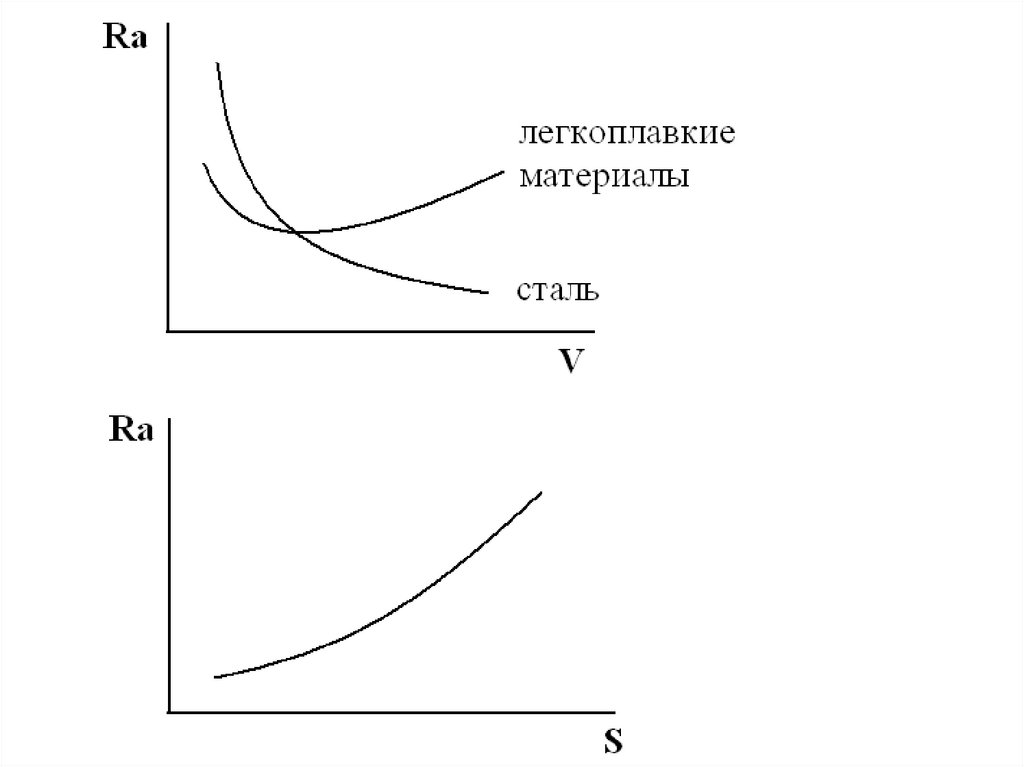
• Как правило с увеличением скорости резания шероховатостьуменьшается, однако при обработке легкоплавких материалов
при достижении определенных значений скоростей металл
размягчается и шероховатость ухудшается.
• С увеличением подачи шероховатость обычно ухудшается.
• Существенное влияние на шероховатость оказывают геометрия
инструмента и жесткость технологической системы.
• Однако в общем случае для каждого метода обработки
характерен вполне определенный диапазон шероховатости
поверхности.
104. Влияние качества поверхностного слоя на эксплуатационные показатели
105.
• Обеспечение заданного качества машин и длительноесохранение его во многом зависит от качества поверхностей их
деталей. Основная причина (80%) выхода из строя машин —это
износ рабочих поверхностей сопряженных деталей.
• Уменьшение износа повышает долговечность машин, сохраняет
заданную конструктором точность и сокращает расходы на
ремонт, которые нередко за весь срок эксплуатации машин
превышают себестоимость их изготовления.
• На первичный износ сопряженных деталей влияют форма и
высота
микронеровностей,
направление
неровностей
относительно
направления
скольжения
поверхностей,
волнистость и макрогеометрические отклонения поверхностей
трения.
• Влияние этих факторов по-разному проявляется при сухом,
граничном и жидкостном трении.
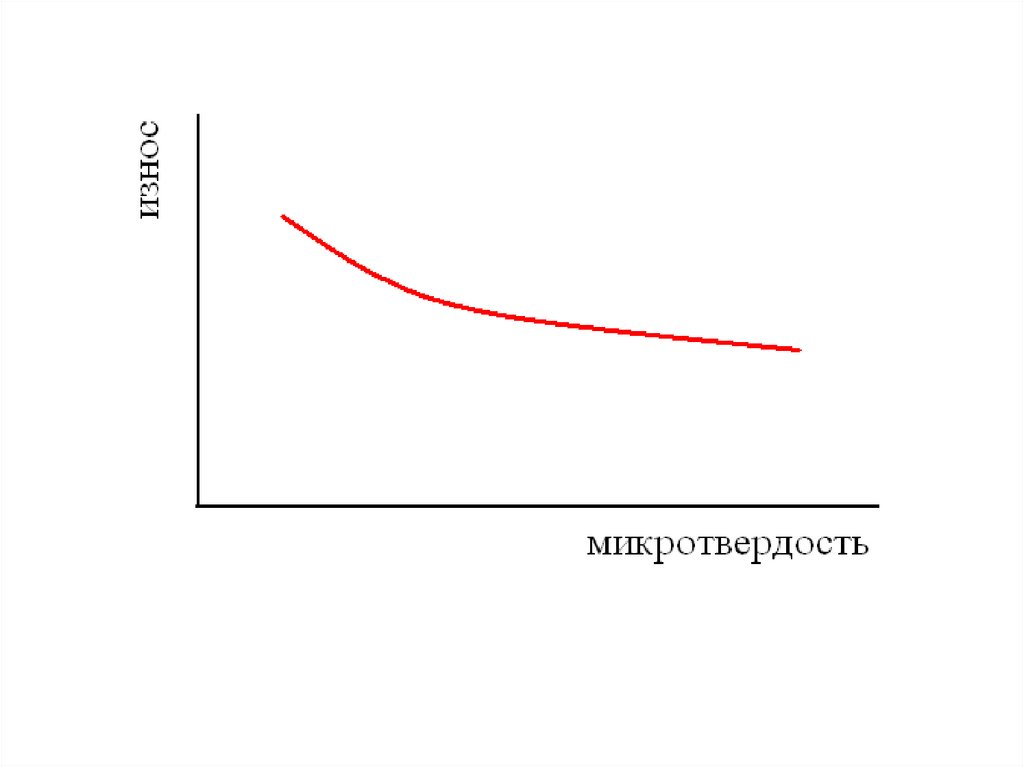
106.
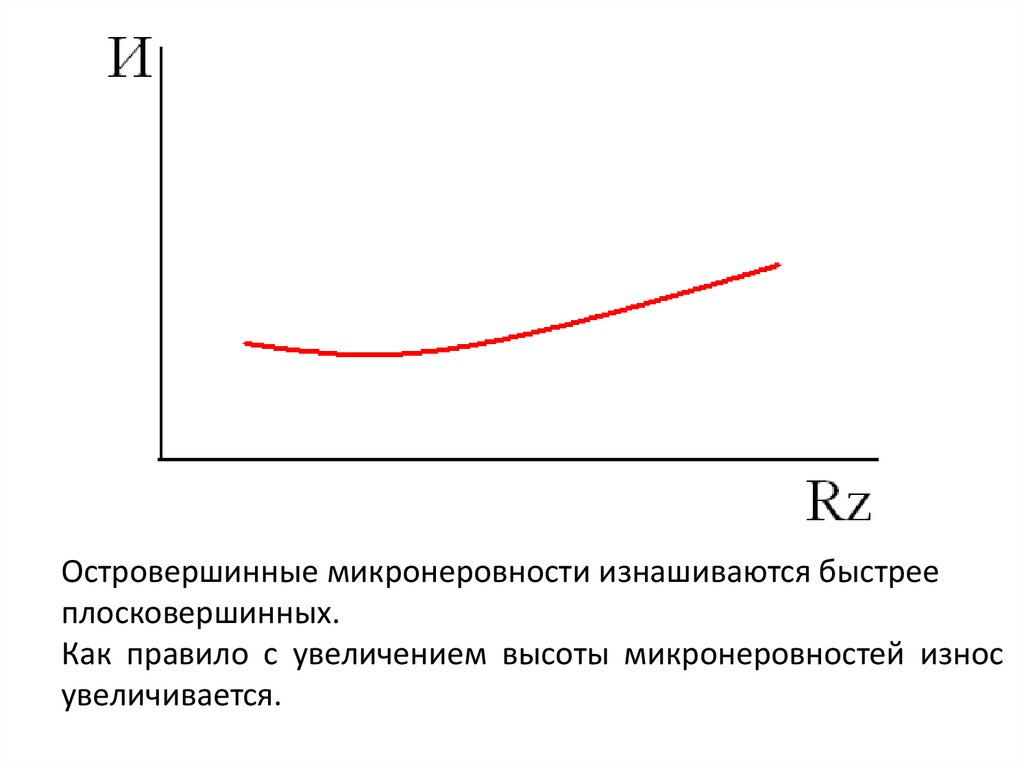
Островершинные микронеровности изнашиваются быстрееплосковершинных.
Как правило с увеличением высоты микронеровностей износ
увеличивается.
107.
• Однакошероховатость
целесообразно
снижать
до
определенного предела. На очень чистых поверхностях смазка
удерживается плохо; в результате возможно увеличение износа и
схватывание сопряженных деталей.
• Наклеп, возникающий в результате обработки резанием,
уменьшает износ поверхностей в 1,5—2 раза.
• Наличие в слое остаточных напряжений сжатия несколько
уменьшает износ, а остаточных напряжений растяжения —
увеличивает.
108.
109.
• Шероховатость оказывает так же влияние на усталостнуюпрочность деталей.
• Впадины микропрофиля являются своеобразными надрезами на
поверхности и в значительной степени влияют на концентрацию
напряжений и образование усталостных трещин.
• Особенно вредно наличие рисок от режущего инструмента в
местах концентрации напряжений (канавки, резкие переходы в
сечениях). Эти дефекты часто являются причиной поломки
многих ответственных деталей. Для устранения влияния
дефектов предварительной обработки приходится назначать
дополнительную отделочную обработку поверхностей
ответственных деталей.
• Наличие наклепа и остаточных напряжений сжатия в
поверхностном слое повышает предел выносливости материала.
• От качества поверхности зависит контактная жесткость стыков
сопрягаемых
деталей.
Шероховатость
и
волнистость
поверхностей уменьшают фактическую площадь контакта.
110.
• Прочность сопряжений с натягом во многом зависит отшероховатости поверхностей.
• При запрессовке происходит сдвиг микронеровностей и
фактический натяг уменьшается по сравнению с расчетным.
• Прочность снижается значительнее при более шероховатых
поверхностях. Прочность прессовых соединений выше при
шлифовании и развертывании сопряженных поверхностей, чем
при их точении и растачивании.
• При посадке с тепловым воздействием микронеровности не
сдвигаются. Прочность таких соединений выше, чем при обычной
запрессовке с тем же натягом.
• Коррозия в атмосферных условиях возникает легче и
распространяется быстрее на грубообработанных поверхностях.
Наклеп ускоряет коррозию в 1,5—2 раза. Это обусловлено тем,
что при пластической деформации поликристаллического
материала в нем возникают микроскопические неоднородности,
способствующие образованию часто расположенных очагов
коррозии.
111.
112. Понятие о производственном и технологическом процессах и их структуре. Положения теории точности и качества изделия
Тема 1 законченаТема 2:
Причины возникновения
погрешностей при обработке
и способы их уменьшения