










 Промышленность
ПромышленностьПохожие презентации:










Сортовой помол пшеницы c использованием двухстадийного измельчения
1.
Тема лекций № 12, 13«СОРТОВОЙ ПОМОЛ ПШЕНИЦЫ
C ИСПОЛЬЗОВАНИЕМ ДВУХСТАДИЙНОГО
ИЗМЕЛЬЧЕНИЯ»
2.
ПЛАН ЛЕКЦИИ 1 (13)1.
2.
3.
4.
Особенности структуры
Оборудование, используемое в
размольном отделении
Структура этапа первичного измельчения
зерна и вымола оболочечных продуктов
Структура этапа сортирования
3.
ПЛАН ЛЕКЦИИ 2 (14)1.
2.
3.
4.
Структура этапа обогащения на
ситовейках (ситовеечный) и вальцовых
станках (шлифовочный процесс)
Структура этапа тонкого измельчения
(размольный процесс)
Техническая характеристика систем
Режимы измельчения и выход
промежуточных продуктов
4.
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕРАЗМОЛЬНОГО ОТДЕЛЕНИЯ
• вальцовые станки MDDM (4-ст), MDDO (8-ст) «Ньютроник»
• рассевы шкафного типа MPAK «Сириус»
• ситовеечные машины MQRF «Пуромат», MQRG «Полярис»
• энтолейторы MJZG, MJZE
• деташеры MBL-300
• вымольные машины MKLA, виброцентрифугалы MKVA
5.
Вальцовый станок MDDM (4-ст),MDDO (8-ст) (Ньютроник)
Технические данные
MDDM
Средняя удельная
нагрузка, кг/см*сут
http://www.buhlergroup.com
MDDO
65-75
Размеры мелющих
вальцов,мм:
диаметр
250,
300
250,
300
длина
1500,
1250,
1000,
800
1500,
1250,
1000,
800
Масса (MDDM/MDDO),
кг
2300-3350/
4250-6250
Габаритные размеры
LxBxH, мм
1650-2350 x
1165(1315) x
1241 (1781)
L~ от длины вальца;
B~ от диаметра вальца;
H~ от количества вальцов
6.
Размещение вальцовых станковна этаже
7.
Рассев MPAK «Сириус»Технические данные
Тип N (normal)
Тип B (wide)
Производительность
1-й секции, т/сут
18
Средняя удельная
нагрузка, кг/м2*сут
1300-1400
Число секций
2-10
Число ситовых
рамок в секции
25-32
Общая площадь
просеивающей
поверхности, м2
16,5
20,2
Масса, кг
2085-6950
Габаритные размеры
LxBxH, мм
1079-4675x2600x2655
8.
Расположение рассевов на этаже9.
Продукты крупообразования приИI=25-30 %(Правила) и 35-40 %
I
I
II
II
III
III
Мелкая
крупка
Средняя
крупка
Крупная
крупка
Сходовый
продукт
Продукт
19
10.
Ситовеечная машина MQRF «Пуромат»,MQRG «Полярис»
Технические данные
Пуромат
Полярис
Производительность,
т/ч
3
н/д
Средняя удельная
нагрузка, кг/см*сут
500-600
Число секций
2
Число ситовых рамок в
секции
12
Ширина сита, см
46
52
Масса, кг
970
н/д
Габаритные размеры
LxBxH, мм
2750x1290x1290
11.
Расположение ситовеек на этаже12.
Дополнительное измельчение/просеиваниеЭнтолейтор MJZG, MJZE
Деташер MBL-300
Вымольная машина MKLA
Виброцентрифугал MKVA
13.
Принцип построения схемытехнологического процесса
При построении структурного варианта любого помола мы
используем последовательный метод принятия решений
Первое решение. Принимаем число этапов и число систем
обработки продуктов по каждому этапу в соответствии с
«Правилами…»;
Второе решение. Принимаем марку рассева и номера схем;
Третье решение. Устанавливаем сита в рассевах;
Четвертое решение. Устанавливаем направление продуктов.
14.
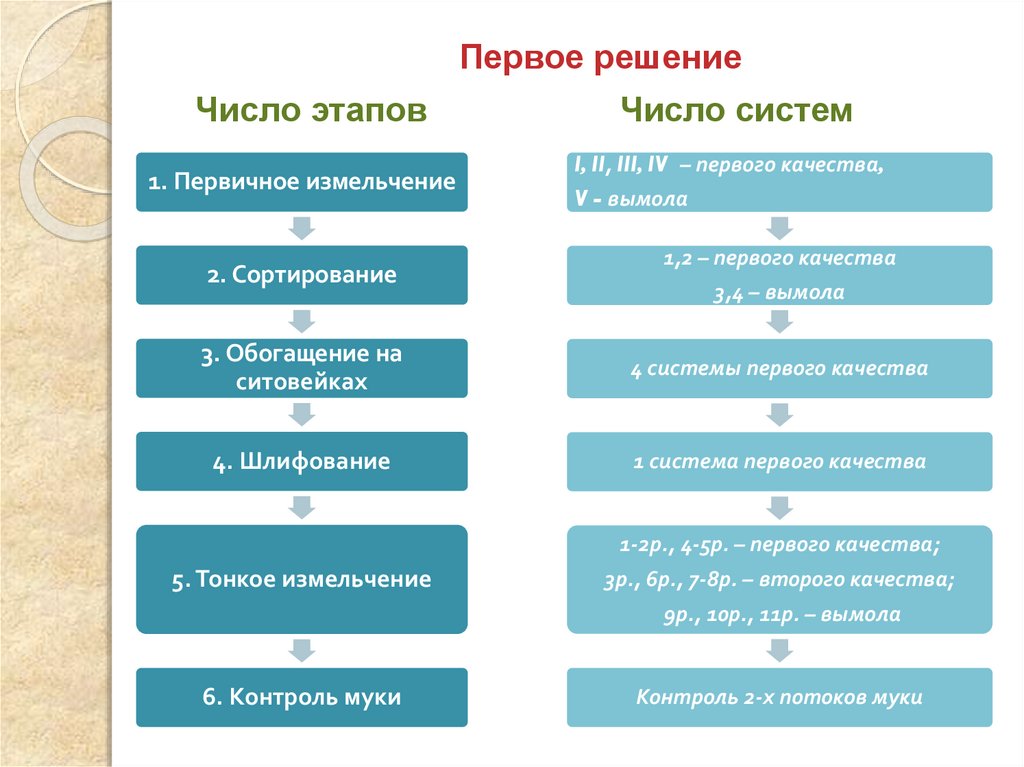
Первое решениеЧисло этапов
1. Первичное измельчение
2. Сортирование
Число систем
I, II, III, IV – первого качества,
V - вымола
1,2 – первого качества
3,4 – вымола
3. Обогащение на
ситовейках
4 системы первого качества
4. Шлифование
1 система первого качества
1-2р., 4-5р. – первого качества;
5. Тонкое измельчение
3р., 6р., 7-8р. – второго качества;
9р., 10р., 11р. – вымола
6. Контроль муки
Контроль 2-х потоков муки
15.
16.
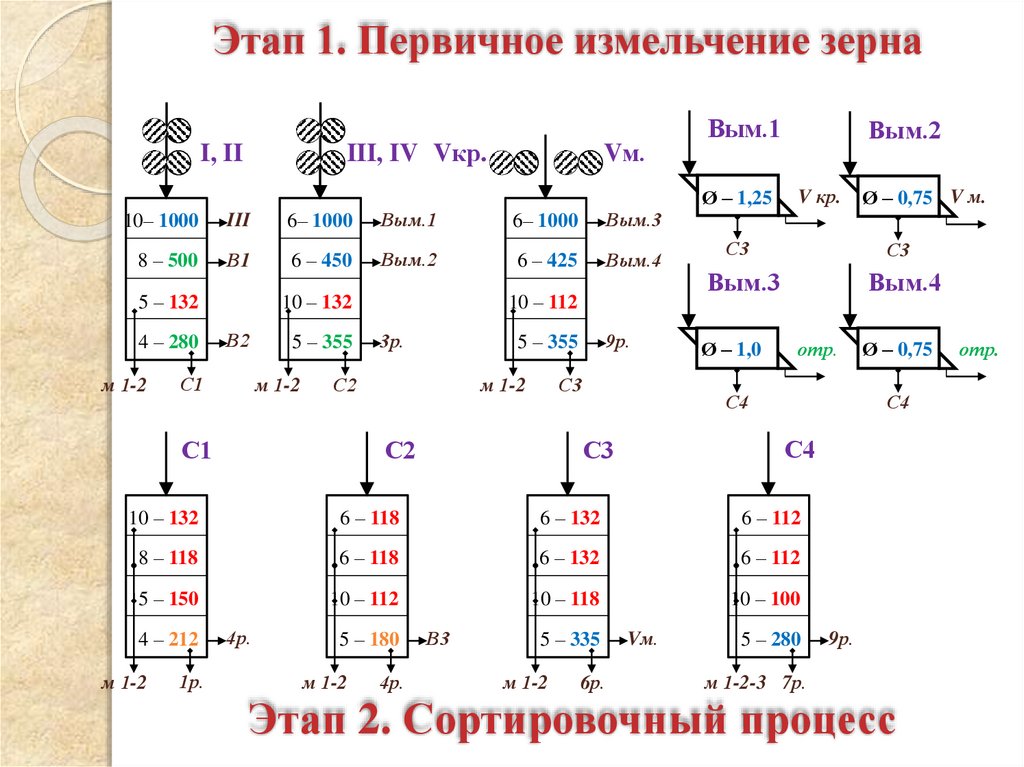
Этап 1. Первичное измельчение зернаВым.1
I, II
III, IV Vкр.
Vм.
10– 1000
III
6– 1000
Вым.1
6– 1000
Вым.3
8 – 500
В1
6 – 450
Вым.2
6 – 425
Вым.4
5 – 132
4 – 280
м 1-2
10 – 132
В2
С1
5 – 355
м 1-2
10 – 112
3р.
С1
9р.
5 – 355
С2
Вым.2
С3
м 1-2
С2
Ø – 1,25
V кр.
С3
С3
Вым.3
Ø – 1,0
Вым.4
отр.
С4
С4
С3
6 – 118
6 – 132
6 – 112
8 – 118
6 – 118
6 – 132
6 – 112
5 – 150
10 – 112
10 – 118
10 – 100
м 1-2
1р.
4р.
5 – 180
м 1-2
4р.
В3
5 – 335
м 1-2
6р.
Ø – 0,75
С4
10 – 132
4 – 212
Ø – 0,75 V м.
Vм.
5 – 280
9р.
м 1-2-3 7р.
Этап 2. Сортировочный процесс
отр.
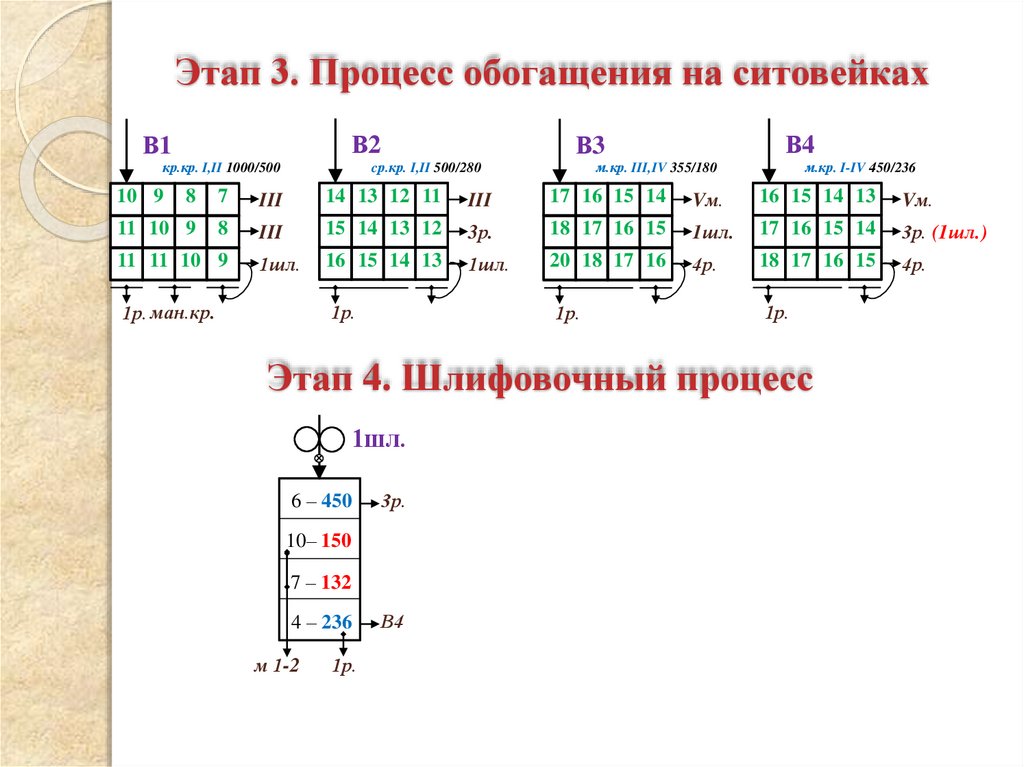
17.
Этап 3. Процесс обогащения на ситовейкахВ2
В1
кр.кр. I,II 1000/500
В4
В3
м.кр. III,IV 355/180
cр.кр. I,II 500/280
м.кр. I-IV 450/236
8
7
III
14 13 12 11
III
17 16 15 14
Vм.
16 15 14 13
Vм.
11 10 9
8
III
15 14 13 12
3р.
18 17 16 15
1шл.
17 16 15 14
3р. (1шл.)
1шл.
16 15 14 13
1шл.
20 18 17 16
4р.
18 17 16 15
4р.
10 9
11 11 10 9
1р. ман.кр.
1р.
1р.
1р.
Этап 4. Шлифовочный процесс
1шл.
6 – 450
3р.
10– 150
7 – 132
4 – 236
м 1-2
1р.
В4
18.
Этап 5. Размольный процесс1,2р.
6 – 315
3р.
4,5р.
6р.
7,8р.
4–1250
отр.
6 – 118
6 – 315
10– 150
6 – 475
Вым.2
6 – 118
10– 118
6 – 118
6 – 132
6 – 132
8 – 118
7 – 112
10– 112
3р.
5 – 150
4р.
м 1-2 м 1-2
4 – 280
м 1-2
9р.
6р.
4р.
5 – 150
м 1-2
10р.
7р.
6 – 112
6 – 118
4 – 112
6 – 112
6 – 112
4 – 112
10– 100
10– 100
м 1-2-3 10р.
отр.
3 – 315
м 1-2-3 11р.
отр.
4 – 280
м 1-2
11р.
6 – 112
3 – 315
6р.
3 – 315
6 – 118
Vм.
11р.
9р.
5 – 250
м 1-2-3 9р.
к.м.1п.
к.м.2п.
6 – 200
отр.
м 2-3 м 3п./отр.
14– 200
м 1п.
10р.
6 – 200
9р.(рас.)
14– 200
9р.(рас.)
м 2п.
Этап 6. Контроль муки