



 Промышленность
ПромышленностьПохожие презентации:










Regarding to the factory operation of 5 bay
1.
Regarding to the factory operation of 5 bay1. Layout of 5bay
2. 5 Bay operation details
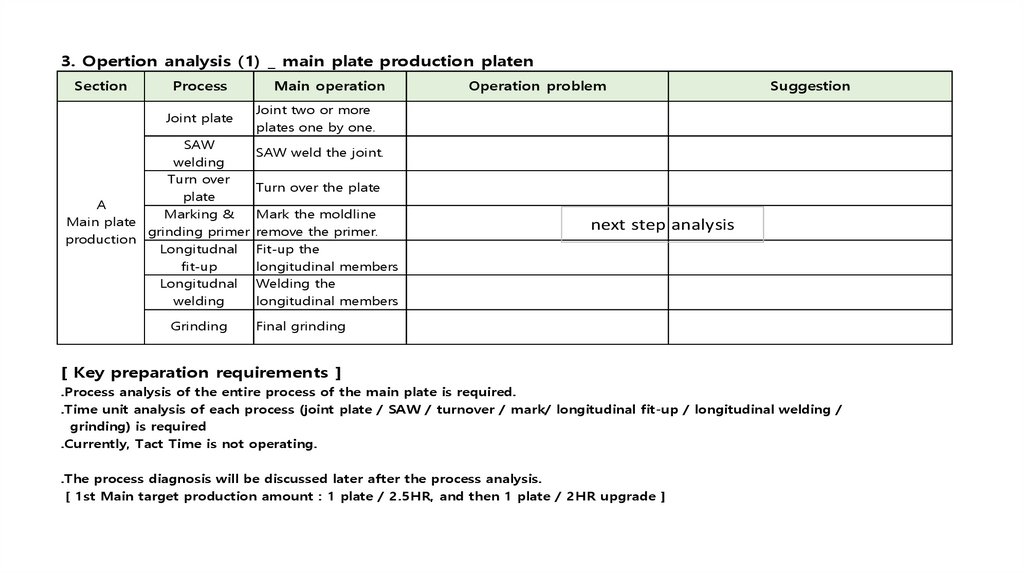
3. Opertion analysis (1) _ main plate production platen
4. Opertion analysis (2) _ T-bar assembly production platen
5. Improvements point (1)~(3)
Production team by JVC
2.
▣ Regarding to the factory operation of 5 baydate:2019.03.15
1. Layout of 5bay
2. 5 Bay operation details
Section
Main working
Size( L x W )
Use for
A
main plate joint
320m X 24m
main plate production at line
B
assembly production
120m X 24m
T-bar joint assembly production
C
assembly production
120m X 12m
T-bar joint assembly production
D
assembly production
48m X 12m
T-bar joint assembly production
Remarks
*The early 5Bay is a specialized main
plate production zone and
now it is producing blocks together
(section B,C,D).
3.Production assembly of 5bay
A section
* main plate
B section
* T-bar structure block
C section
D section
3.
3. Opertion analysis (1) _ main plate production platenSection
Process
Joint plate
SAW
welding
Turn over
plate
A
Marking &
Main plate
grinding primer
production
Longitudnal
fit-up
Longitudnal
welding
Grinding
Main operation
Operation problem
Suggestion
Joint two or more
plates one by one.
SAW weld the joint.
Turn over the plate
Mark the moldline
remove the primer.
Fit-up the
longitudinal members
Welding the
longitudinal members
next step analysis
Final grinding
[ Key preparation requirements ]
.Process analysis of the entire process of the main plate is required.
.Time unit analysis of each process (joint plate / SAW / turnover / mark/ longitudinal fit-up / longitudinal welding /
grinding) is required
.Currently, Tact Time is not operating.
.The process diagnosis will be discussed later after the process analysis.
[ 1st Main target production amount : 1 plate / 2.5HR, and then 1 plate / 2HR upgrade ]
4.
4. Opertion analysis (2) _ T-bar assembly production platenSection
Main production
.T-bar structure
block
Operation problem
1.Located at the end of the main plate production
workspace to interfere with line flow
Suggestion
1.Restrict as much as possible the process of obstructing line flow.
If necessary, the line process should operate at the same speed.
2.It takes a lot of time to make the block, and
the process wait is severe.
3.Due to the nature of the equipment, it can
2.The process needs to be shortened.
(The maximum time shall not be exceeded by more than two hours.)
damage the base during assembly from the non-
B
Block
assembly
production
assembly workshop and shorten the life of
3.BIntegrated operation of B/C section is required.
the equipment in the future.
-Section B is simply producing T-BAR and maintaining the speed of
-maintain block accuracy also expected problems.
4.Because it is restrained directly on the surface,
the line speed
-Move back to section C and work that takes a lot of time to produce.
it is not maintained by the problem of restraint
and the surface is damaged.
5.By building blocks in the line platen,
4.However, some modifications of the platen are required for continued use.
-foundation fixed and work platen reinforcement etc.
the platen is not organized.
.T-bar structure
block
C
Block
assembly
production
.Sub-assemlby
It takes a long time to complete one block.
1.The Lead Time in the block production is excessive.
(Choose and focus required)
( It's more than a week by default )
2.to be in the production of sub-assembly/blocks
together. - space efficiency is poor due to
2.Shorten the block manufacturing time by receiving small parts
from the sub-assembly shop
the production of sub-assembly.
.T-bar structure
D
Block
assembly
production
1.It takes too much time to make a block.
block
3.The Tact Time is not being managed
3.Analyze the operability of the blocks in section C and keep the same time.
throughout section C.
It is going to start/finish one block per day and operate it as a goal.
1.have a long way to go since the production.
1.Let's close the D section.
2.Interference occurs with the making of the plate.
Make the block fabrication, which is needed within the con-fines c section.
3.It need to distinguish it from the main plate.
(The main plate working area is a machine tool
that needs to be protect from welding slag or dust.)
Causes major equipment failure.
4.If you use C section, D section is unnecessary.
2.Failure of equipment in section A affects the entire yard process
and ensures that class 1 equipment is maintained.
5.
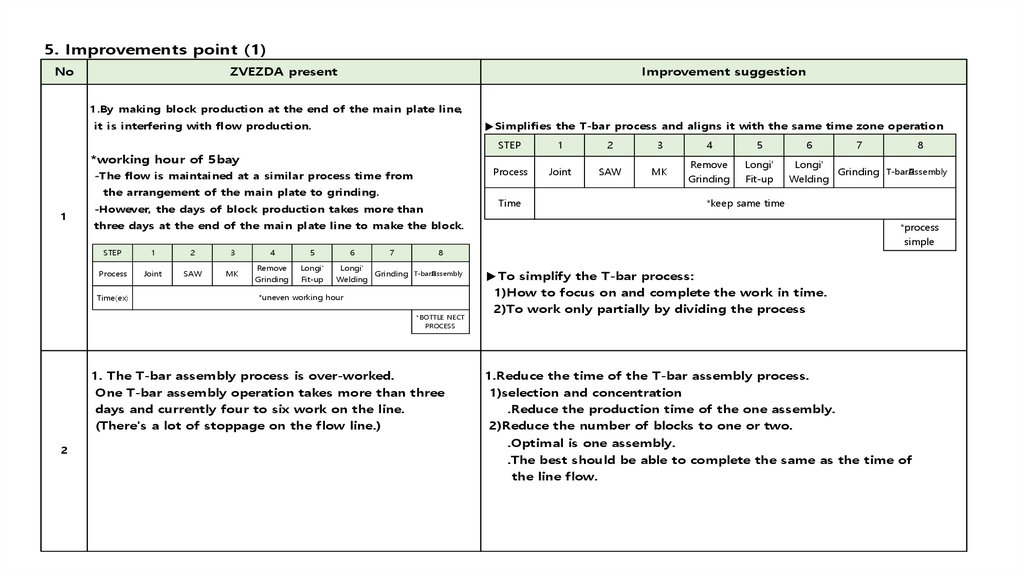
5. Improvements point (1)No
ZVEZDA present
Improvement suggestion
1.By making block production at the end of the main plate line,
it is interfering with flow production.
▶Simplifies the T-bar process and aligns it with the same time zone operation
*working hour of 5bay
-The flow is maintained at a similar process time from
the arrangement of the main plate to grinding.
1
1
2
3
4
5
Process
Joint
SAW
MK
Remove
Grinding
Longi'
Fit-up
Time
-However, the days of block production takes more than
6
Process
Time(ex)
1
Joint
2
SAW
3
4
5
MK
Remove
Grinding
Longi'
Fit-up
6
7
7
8
Longi'
Grinding T-barAssembly
Welding
*keep same time
three days at the end of the main plate line to make the block.
STEP
*process
simple
8
Longi'
Grinding T-barAssembly
Welding
*uneven working hour
*BOTTLE NECT
PROCESS
1. The T-bar assembly process is over-worked.
One T-bar assembly operation takes more than three
days and currently four to six work on the line.
(There's a lot of stoppage on the flow line.)
2
STEP
▶To simplify the T-bar process:
1)How to focus on and complete the work in time.
2)To work only partially by dividing the process
1.Reduce the time of the T-bar assembly process.
1)selection and concentration
.Reduce the production time of the one assembly.
2)Reduce the number of blocks to one or two.
.Optimal is one assembly.
.The best should be able to complete the same as the time of
the line flow.
6.
5. Improvements point (2)No
ZVEZDA present
Improvement suggestion
▶How to speed up T-bar block creation time is key
1.While making T-bar assembly in B&C section,
the process is getting pushed up too much.
=>T-bar blocks are divided into simple t-bar blocks and complex t-bar blocks
2.T-bar assembly in production B section : 4~6 EA
.Simple T-bar blocks are manufactured from section B, reducing quantity
3.T-bar assembly in production C section : 6 EA
.Complex T-bar blocks are manufactured in C section and reduced in quantity.
Production block
Amout/day
B
simple T-bar block
2ea
C
complex T-bar block
4ea
Section
*simple T-bar block
3
Section Production block Amout/day
B
t-bar block
4~6EA
C
t-bar block
6EA
remarks
*small ass'y at 3bay
*complex T-bar block
remarks
*include small assembly
▶Expected effect: Easier flow of B section
and less time to manufacture C section.
1.As C section is producing small parts and T-bar blocks together, ▶As the sub-assemblies are fully supplied and produced in 3bay,
process time is lengthened and space is overused
the space in C section is used as the entire block space,
thus effectively using space and reducing manufacturing time.
Section
4
C
Production block
supply
T-bar block
keep
small ass'y
3bay
remarks
▶Expected Effect : easy to flow of C section
and maximum use of block space.
7.
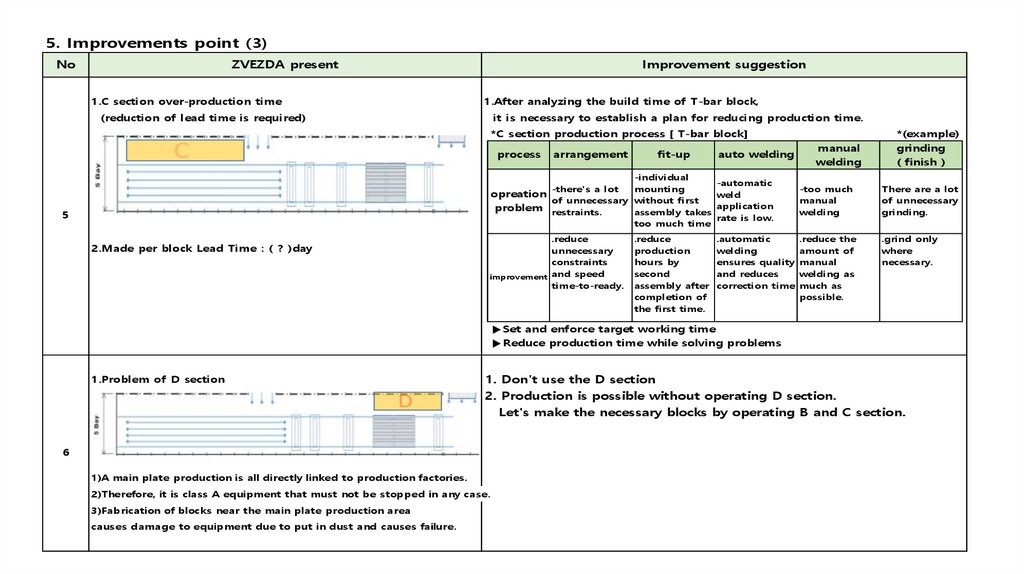
5. Improvements point (3)No
ZVEZDA present
1.C section over-production time
Improvement suggestion
1.After analyzing the build time of T-bar block,
(reduction of lead time is required)
it is necessary to establish a plan for reducing production time.
*C section production process [ T-bar block]
process
5
2.Made per block Lead Time : ( ? )day
arrangement
fit-up
auto welding
-individual
-there's a lot
mounting
opreation
of unnecessary without first
problem restraints.
assembly takes
too much time
-automatic
weld
application
rate is low.
.reduce
unnecessary
constraints
improvement and speed
time-to-ready.
.automatic
welding
ensures quality
and reduces
correction time
.reduce
production
hours by
second
assembly after
completion of
the first time.
manual
welding
*(example)
grinding
( finish )
-too much
manual
welding
There are a lot
of unnecessary
grinding.
.reduce the
amount of
manual
welding as
much as
possible.
.grind only
where
necessary.
▶Set and enforce target working time
▶Reduce production time while solving problems
1.Problem of D section
1. Don't use the D section
2. Production is possible without operating D section.
Let's make the necessary blocks by operating B and C section.
6
1)A main plate production is all directly linked to production factories.
2)Therefore, it is class A equipment that must not be stopped in any case.
3)Fabrication of blocks near the main plate production area
causes damage to equipment due to put in dust and causes failure.