









 Промышленность
ПромышленностьПохожие презентации:







")


Способы автоматизации рабочего цикла
1. Способы автоматизации рабочего цикла
2. Основные принципы производственной системы Toyota
• производить только то, что нужно, и толькотогда, когда нужно. Правило распространяется на
запчасти, на организацию, на характеристики
продукции. Все прочее — расточительство;
• при появлении ошибки следует сразу же найти
ее причину, устранить ее и не допустить
появления в будущем. Цель — отсутствие ошибок;
• все сотрудники и поставщики должны постоянно
повышать качество продукции и
совершенствовать производственный процесс.
3. Три основных препятствия, мешающих повышению эффективности производства:
• потери;• отклонения от стандарта;
• отсутствие гибкости.
4. Под потерями подразумевается
• перепроизводство;• ненужные передвижения и перевозки;
• ремонт любого рода;
• избыточная обработка;
• простои, вызванные ожиданием (пока доставят
нужные комплектующие или пока машина начнет
цикл обработки);
• избыток материально-производственных
запасов;
• неполное использование интеллектуальных
ресурсов.
5. Возможности для сокращения производственного цикла
• качественная конструкторско-технологическаяподготовка производства;
• минимизация машинного времени обработки
деталей за счет оптимизации управляющих
программ;
• максимальное выполнение операций на одном
станке благодаря его высокому технологическому
оснащению;
• значительное сокращение времени операций по
установке и базированию деталей на станках;
• применение высокоскоростной обработки
деталей .
6. Структура предприятия
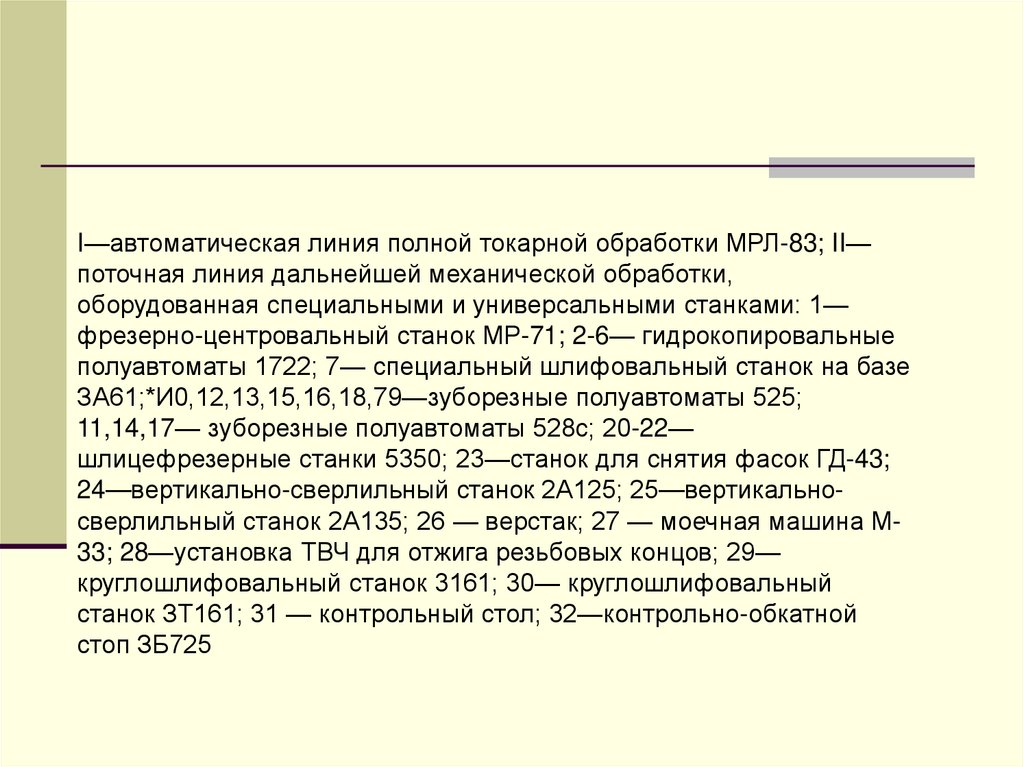
7. Схема планировки поточной линии обработки ведущей конической шестерни
8.
I—автоматическая линия полной токарной обработки МРЛ-83; II—поточная линия дальнейшей механической обработки,
оборудованная специальными и универсальными станками: 1—
фрезерно-центровальный станок МР-71; 2-6— гидрокопировальные
полуавтоматы 1722; 7— специальный шлифовальный станок на базе
ЗА61;*И0,12,13,15,16,18,79—зуборезные полуавтоматы 525;
11,14,17— зуборезные полуавтоматы 528с; 20-22—
шлицефрезерные станки 5350; 23—станок для снятия фасок ГД-43;
24—вертикально-сверлильный станок 2А125; 25—вертикальносверлильный станок 2А135; 26 — верстак; 27 — моечная машина М33; 28—установка ТВЧ для отжига резьбовых концов; 29—
круглошлифовальный станок 3161; 30— круглошлифовальный
станок ЗТ161; 31 — контрольный стол; 32—контрольно-обкатной
стоп ЗБ725
9. Планировка РТК
1-ПР мод. СМ40Ф2.80.01,2-токарный станок с ЧПУ
мод. 16К20Т1,
3-промежуточная
позиция,
4-магазин,
5-система светозащиты,
6-электрошкаф,
7 – гидростанция ПР