








 и планетарного (б)")

 и торцом (б) круга")








 Промышленность
ПромышленностьПохожие презентации:










Обработка заготовок при шлифовании
1. Обработка заготовок при шлифовании
2.
3. Виды и способы шлифования
Круглое наружное шлифованиешлифуемая заготовка и абразивный инструментдолжны иметь заданные относительные
движения.
4. Круглое шлифование: 1 – шлифовальный круг; 2 – заготовка; 3 – поводковый патрон; 4 – хомутик; 5 – задний центр
5. Круглое наружное шлифование с продольной подачей
6. При круглом наружном шлифовании с продольной подачей необходимо следующие движения:
• вращение шлифовального круга – главноедвижение резания;
• вращение шлифуемой заготовки вокруг своей
оси – круговая подача заготовки;
• прямолинейное возвратно-поступательное
движение заготовки (или шлифовального
круга) вдоль своей оси – продольная подача;
• поперечное перемещение шлифовального
круга на заготовку (или заготовки на
шлифовальный круг) – поперечная подача или
подача на глубину резания
7. Круглое наружное шлифование врезанием
• высота круга должна быть равна длинешлифуемой заготовки или несколько больше ее,
поэтому нет необходимости в продольной подаче.
• Поперечная подача производится непрерывно в
течение всего шлифования.
8. Бесцентровое наружное шлифование G: Шлифовальный диск R: Подающий круг B: Опорный нож W: Заготовка
Бесцентровое наружноешлифование
G: Шлифовальный диск
B: Опорный нож
R: Подающий круг
W: Заготовка
9.
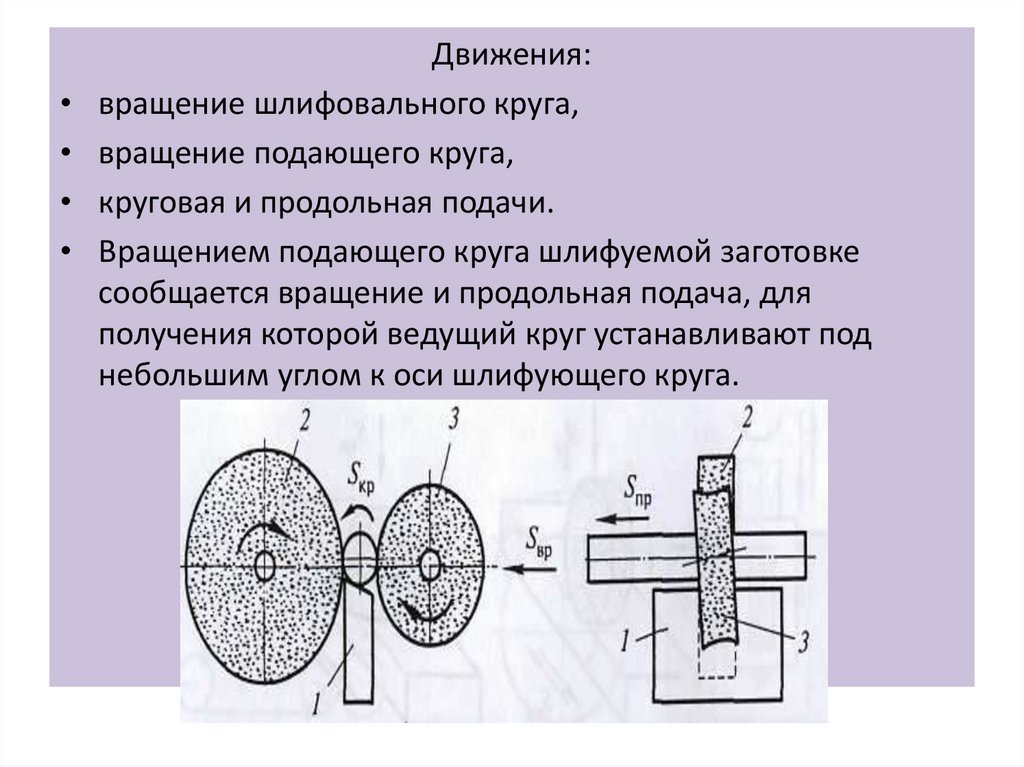
Движения:
вращение шлифовального круга,
вращение подающего круга,
круговая и продольная подачи.
Вращением подающего круга шлифуемой заготовке
сообщается вращение и продольная подача, для
получения которой ведущий круг устанавливают под
небольшим углом к оси шлифующего круга.
10. Различают два типа бесцентровой шлифовки:
Врезное круглое шлифование• У заготовки могут быть различные внешние
диаметры по длине
• либо только часть заготовки шлифуется, либо
заготовка целиком
Транзитное шлифование
Заготовка может быть более длинной чем
шлифовальный диск и все-таки будет
шлифоваться по всей длине.
• Маленькие заготовки- несколько заготовок
шлифуется одновременно, чем достигается
высокая пропускная способностъ.
11. Круглое внутреннее шлифование
Круглое внутреннее шлифование• шлифование с продольной подачей
шлифовального круга или заготовки и
шлифование врезанием.
12. Схемы внутреннего шлифования в патроне (а) и планетарного (б)
13. Плоское шлифование
14. Плоское шлифование периферией (а) и торцом (б) круга
15.
Для осуществления плоского шлифованиянеобходимы следующие движения:
а) главное движение резание – вращение
шлифовального круга;
б) движение подачи -шлифуемой заготовки;
в) движение поперечной подачи детали или
шлифовального круга в направлении,
перпендикулярном движению подачи;
г) движение шлифовального круга на заготовку
или заготовки на шлифовальный круг – подача
на глубину шлифования.
В том случае, когда высота шлифовального круга
больше ширины шлифуемой заготовки,
поперечная подача отсутствует.
16.
• Шлифование происходит на больших скоростях резания20-40 м/с, а при скоростном шлифовании V=50-70 м/с,
при этом снимаются стружки малых сечений.
• Шлифовальный круг является многолезвийным
инструментом.
• В связи с большими скоростями и углами резания
шлифование сопровождается высокими температурами
в зоне резания до 1000-1500 С.
• Шлифовальный круг не имеет сплошного лезвия. На
образующей шлифовального круга находятся зерна на
некотором расстоянии друг от друга, и каждое зерно
снимает свою стружку. Такой процесс резания
называют царапанием.
• Изменять геометрию режущих зерен невозможно,
можно регулировать только режим резания.
• Абразивный инструмент обладает способностью
самозатачивания.
17. Скоростное шлифование
• Шлифование со скоростью круга V=60 м/с ивыше называют скоростным.
• увеличивается: период стойкости
шлифовального круга, объем снимаемого
металла,производительность шлифования,
мощность, затрачиваемая на шлифование,
выделение теплоты в зоне шлифования.
• Уменьшаются: силы резания, параметр
шероховатости шлифуемой поверхности,
время на выхаживание, отклонения
размера и формы готовой детали.
18. Силовое шлифование
• к шлифуемой поверхности круг прижимается сбольшой силой, чтобы снимать стружку большой
глубины.
• возможность в несколько раз увеличить
интенсивность съема металла по сравнению с
обычным шлифованием, что обеспечивает
повышение производительности в 6 раз.
• При шлифовании отливок, имеющих твердую
корку, окалину, понижения производительности не
происходит.
• Обработка по твердой корке приводит к
самозатачиванию круга и повышает режущую
способность его.
19. Глубинное шлифование
• Глубинное круглое шлифование выполняюткругом, установленным на глубину припуска с
односторонней продольной подачей , поперечная
подача отсутствует.
20.
21. Способы подачи СОЖ при шлифовании
1– шлифовальный круг,2 – кожух,
3 – резервуар,
4 – сопло,
5 – держатель,
6 – пористый
элемент,
7 – насадка,
8 – заготовка
22. Методы и средства измерения при шлифовании
23. Домашнее задание:
1. На слайде 20 изображены схемы шлифования. Назовите их.2. Обработка поверхностей вращения: цилиндрических, конических и фасонных, гладких и
ступенчатых, наружных и внутренних, сквозных и глухих относится к
А).плоскому шлифованию
Б).круглому шлифованию
В).профильному шлифованию
Г).круговому шлифованию
3. Плоское шлифование. Различают две схемы:
А).Периферией круга
Б).Торцом круга
В).сегментом
4.…………………………..подача при круглом шлифовании численно равна глубине резания.
5.…………резания при шлифовании – толщина снимаемого слоя металла за один проход
шлифовального круга.
6.…………….подача – это продольное перемещение обрабатываемой детали (или круга) в
миллиметрах за один оборот детали (мм/об).
Выполненное задание отправить на почту grudeva66@inbox.ru