








 Менеджмент
МенеджментПохожие презентации:




")





Мастер обучения по бережливому производству
1.
Мастер обучения побережливому
производству
2. Структура программы
1Инструменты бережливого
производства: путь мастера
Электронный курс
4
Геймификация как способ
передачи знаний
2
Основные аспекты бережливого
производства
5
Организационные и
методические аспекты обучения
на местах
3
Мастерство применения
инструментов бережливого
производства
6
Работа над проектом
бережливого производства
3.
Содержание модуля1. Потери. Ревизия и устранение потерь
2. Организация рабочего места: 5 С и визуализация
3. Выстраивание работы производственной линии
4. Дашборд как инструмент повышения
производительности труда
4.
Цель модуляПовысить уровень знаний в области
бережливого производства, применение
их на практике, что позволит быть
лидерами изменений в своих
подразделениях и способствовать
продвижению культуры бережливости
5.
ПРАВИЛА РАБОТЫАКТИВНОЕ
УЧАСТИЕ
ПОЗИТИВ
И ВЗАИМОУВАЖЕНИЕ
ЗДЕСЬ
И СЕЙЧАС
ИДЕИ
И МНЕНИЯ
ТЕХНИЧЕСКАЯ
ПОДДЕРЖКА
6.
«Как быстро сделать самолетик из бумаги»Цель — быстрого и эффективно
организовать производство самолетов
из бумаги
7.
«Как быстро сделать самолетик из бумаги»1 вариант
2 вариант
3 вариант
8.
ОбсуждениеКакие потери были обнаружены? А как можно их
минимизировать или устранить?
Возможна ли стандартизация процесса? В чем
преимущество?
Улучшения? Кросс-функциональность? Ресурсы?
Технологии?
Как данный пример позволяет вам рассказать о
методах и инструментах бережливого производства?
9.
Деловая играООО «ЖД-штепсель»
10.
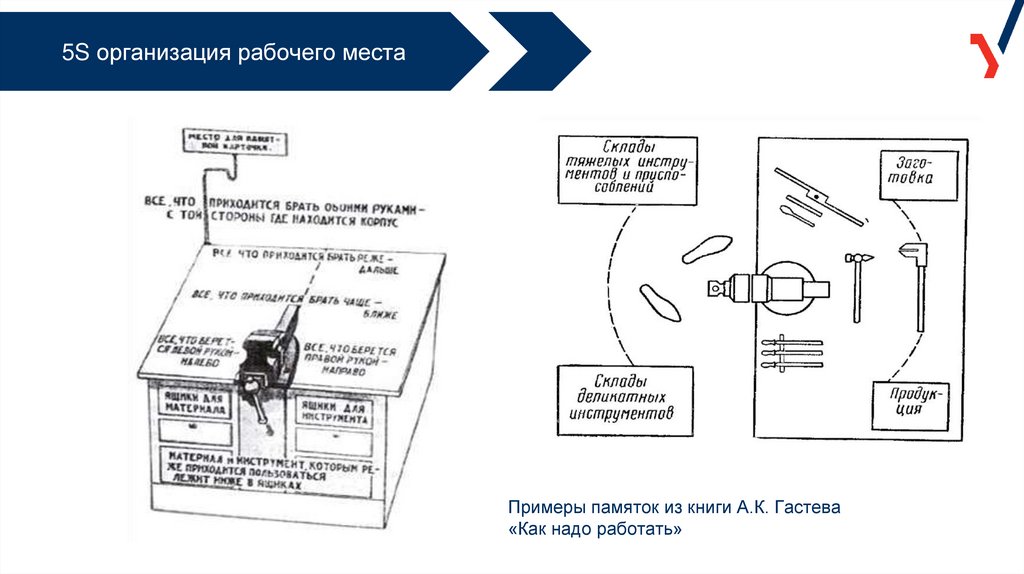
5S организация рабочего местаПримеры памяток из книги А.К. Гастева
«Как надо работать»
11.
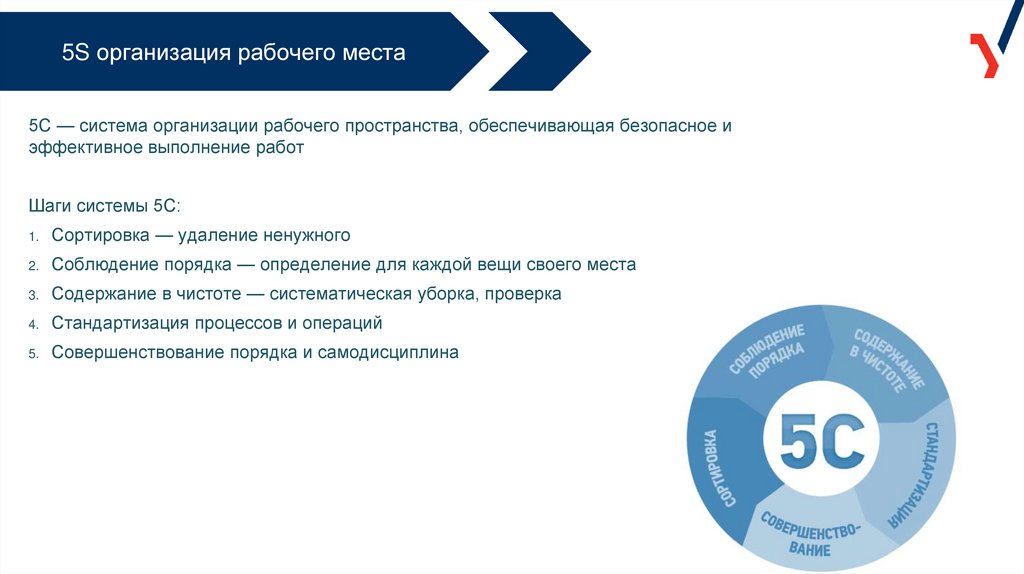
5S организация рабочего места5С — система организации рабочего пространства, обеспечивающая безопасное и
эффективное выполнение работ
Шаги системы 5С:
1.
Сортировка — удаление ненужного
2.
Соблюдение порядка — определение для каждой вещи своего места
3.
Содержание в чистоте — систематическая уборка, проверка
4.
Стандартизация процессов и операций
5.
Совершенствование порядка и самодисциплина
12.
Верхнеуровневое картирование«Где бы ни существовала продукция для
потребителя, всегда существует поток
создания ценности. Задача заключается
в наблюдении за ним…» - говорил
Джеймс П. Вумек
13.
Виды потерьПотери – любая работа (деятельность), которая потребляет ресурсы, но не
создает ценности для заказчика
Ценность определяется заказчиком
количество, цена и срок выполнения
как
верное
и
ожидаемое
качество,
14.
ДАШБОРДДашборд простыми словами — это интерактивная аналитическая панель,
графический интерфейс.
Пользователь получает целостную картину сразу по всем значимым показателям.
Информацию легко и удобно анализировать — она представлена в сводном виде в одном
окне. Множество таблиц просто не нужно.
Грамотная визуализация не только упрощает восприятие, но и повышает уровень доверия
к данным.
Интерактивная панель позволяет посмотреть на данные в разных разрезах и получить
бизнес-инсайты, незаметные в простом отчете.
Обсуждение показателей внутри компании становится более конструктивным, потому что
отчетность понятна и наглядна для всех.
15.
Метод «5 почему?»Сакичи Тойода
Позволяет углубиться в проблему и найти ее коренную
причину
Требует достаточного количества информации для
правильного построения цепочки
Требует осторожности и вдумчивости при ответе на
каждое «Почему?», чтобы не уйти за границы зоны
влияния
Требует постоянной проверки логических связей
16.
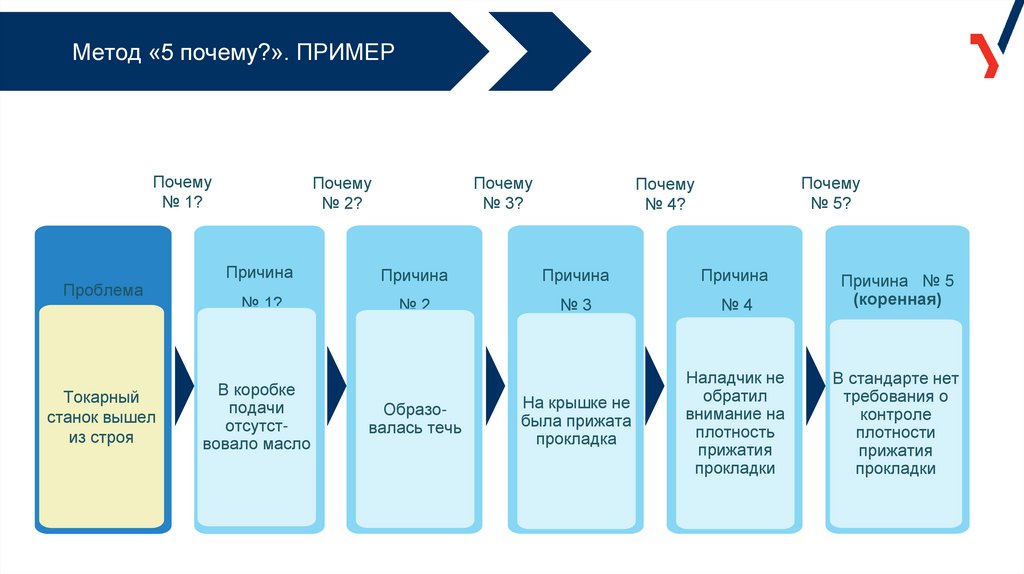
Метод «5 почему?». ПРИМЕРПочему
№ 1?
Проблема
Токарный
станок вышел
из строя
Почему
№ 2?
Почему
№ 3?
Почему
№ 5?
Почему
№ 4?
Причина
Причина
Причина
Причина
№ 1?
№2
№3
№4
Причина № 5
(коренная)
На крышке не
была прижата
прокладка
Наладчик не
обратил
внимание на
плотность
прижатия
прокладки
В стандарте нет
требования о
контроле
плотности
прижатия
прокладки
В коробке
подачи
отсутствовало масло
Образовалась течь
17.
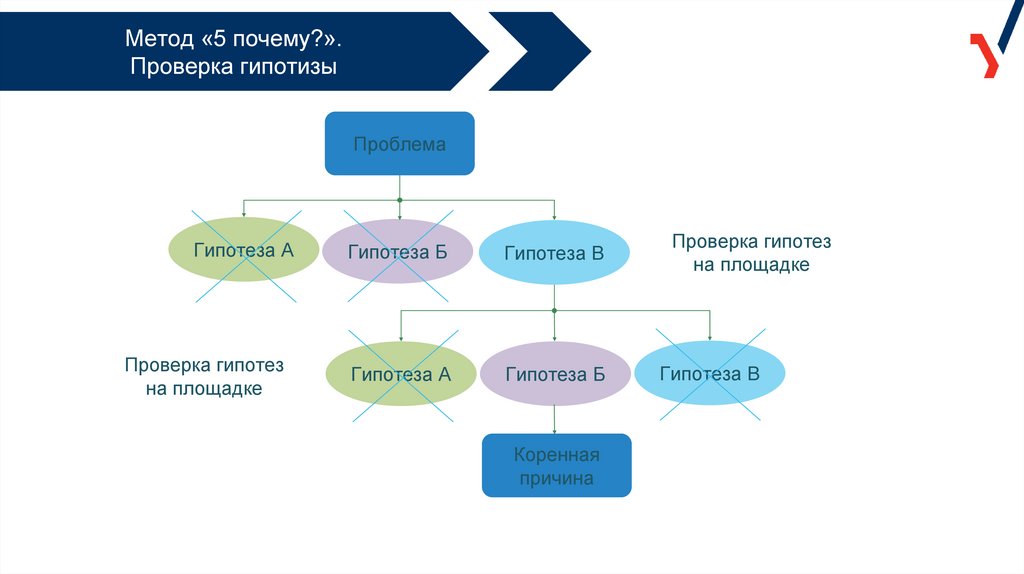
Метод «5 почему?».Проверка гипотизы
Проблема
Гипотеза А
Гипотеза Б
Гипотеза В
Проверка гипотез
на площадке
Проверка гипотез
на площадке
Гипотеза А
Гипотеза Б
Гипотеза В
Коренная
причина
18.
Метод «5 почему?».Проверка гипотизы
Токарный станок
вышел из строя
Почему?
В коробке подачи
отсутствовало масло
Поэтому
Токарный станок
вышел из строя
Почему?
Поэтому
Образовалась течь
19.
Деловая игра.«Поиск коренных причин проблемы с
использованием метода «5 Почему?»
Инструкция
Время
Определите и зафиксируйте на флипчарте причины
невыполнения требований заказчика
Составьте цепочки поиска коренных причин этой
проблемы с использованием метода «5 Почему?»
Презентуйте результаты
15 минут
20.
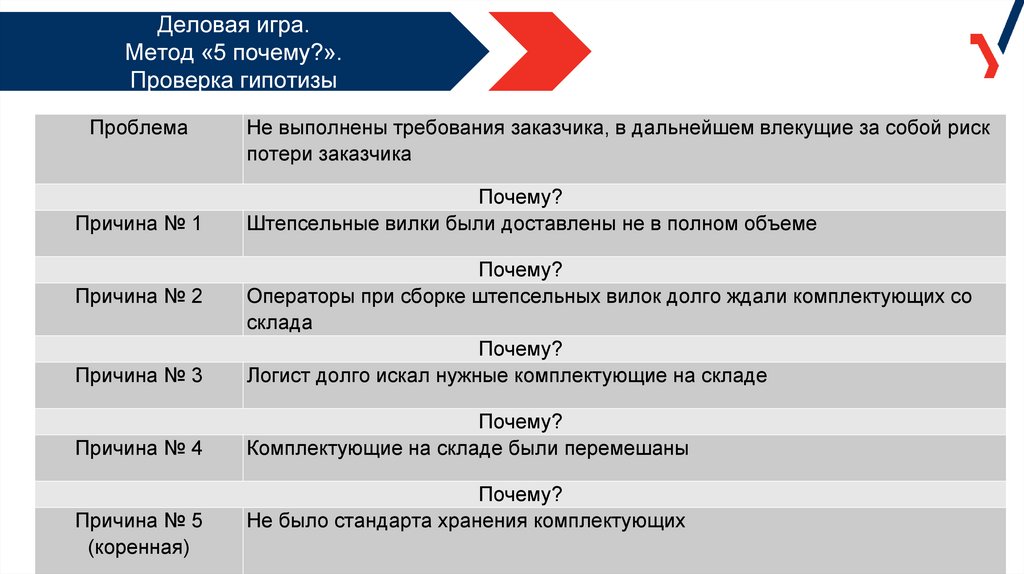
Деловая игра.Метод «5 почему?».
Проверка гипотизы
Проблема
Причина № 1
Не выполнены требования заказчика, в дальнейшем влекущие за собой риск
потери заказчика
Почему?
Штепсельные вилки были доставлены не в полном объеме
Причина № 3
Почему?
Операторы при сборке штепсельных вилок долго ждали комплектующих со
склада
Почему?
Логист долго искал нужные комплектующие на складе
Причина № 4
Почему?
Комплектующие на складе были перемешаны
Причина № 2
Причина № 5
(коренная)
Почему?
Не было стандарта хранения комплектующих
21.
Деловая игра.Подготовка ко 2-му раунду
Инструкция
Время
Представьте графически на листе флипчарта с
помощью стикеров карту целевого состояния
процесса
Выработайте решения по достижению целевого
состояния
Реорганизуйте рабочее пространство
Представьте результаты
30 минут
22.
Деловая игра.Объем заказа на 2-й раунд
Инструкция
Время
35 штепсельных вилок
3 ампер – 7штук
5 ампер 8 штук
13 ампер – 20 штук
10 минут
23.
Деловая игра.Анализ результатов 2-го раунда
Общее количество изделий, с браком, без брака?
Как сработали улучшения?
Какова загрузка операторов?
Каковы ожидания заказчика?
Насколько эффективна команда?
Результаты
24.
Балансировка процессаБалансировка процесса — выравнивание времени выполнения шагов процесса
Несбалансированный
процесс
Время операции
Время операции
Оп.1
Оп.2
Распределение работы
в соответствии
со временем такта
Оп.3
Оп.1
Оп.2
Оп.3
25.
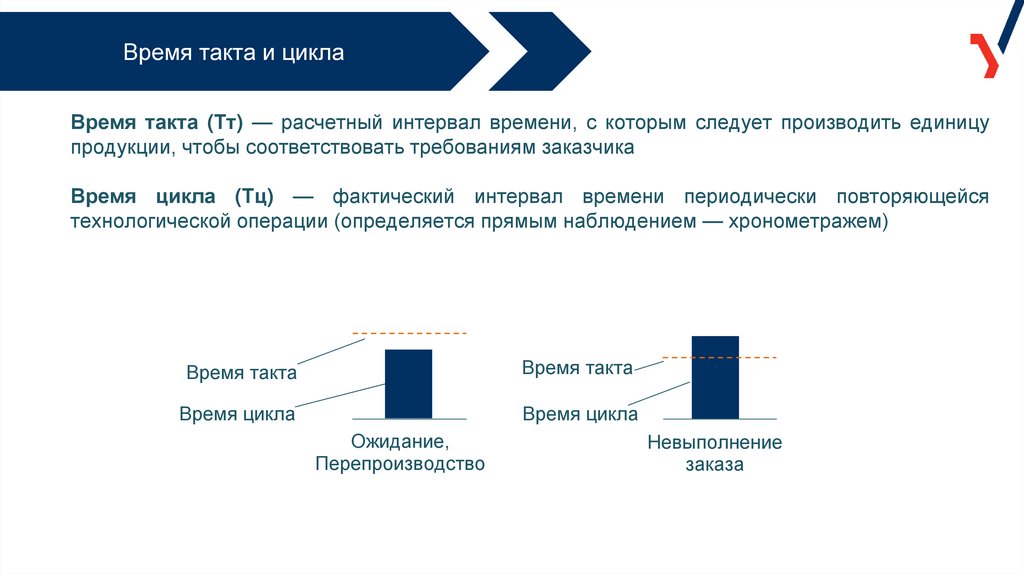
Время такта и циклаВремя такта (Тт) — расчетный интервал времени, с которым следует производить единицу
продукции, чтобы соответствовать требованиям заказчика
Время цикла (Тц) — фактический интервал времени периодически повторяющейся
технологической операции (определяется прямым наблюдением — хронометражем)
Время такта
Время такта
Время цикла
Время цикла
Ожидание,
Перепроизводство
Невыполнение
заказа
26.
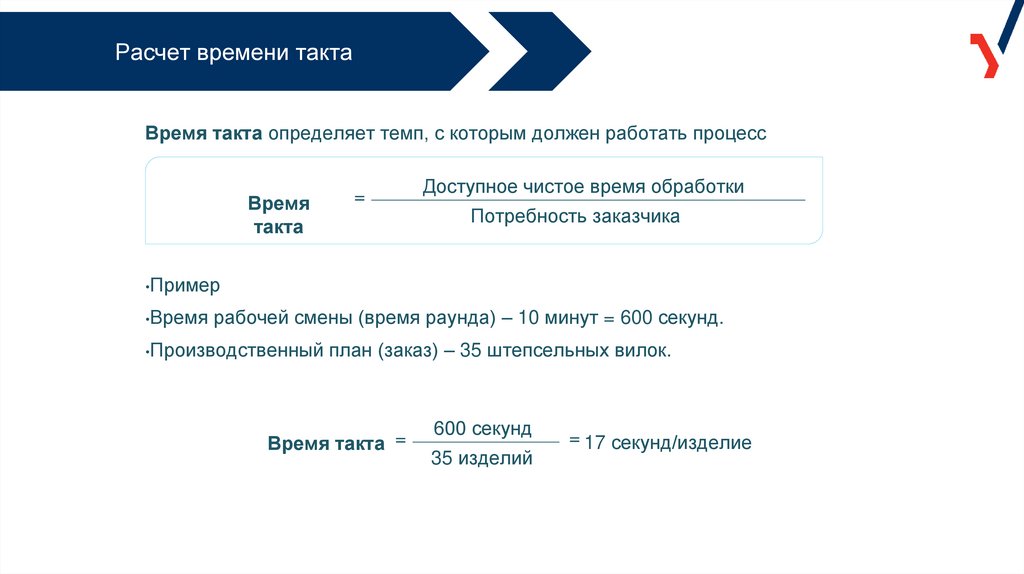
Расчет времени тактаВремя такта определяет темп, с которым должен работать процесс
=
Время
такта
Доступное чистое время обработки
Потребность заказчика
•Пример
•Время рабочей смены (время раунда) – 10 минут = 600 секунд.
•Производственный план (заказ) – 35 штепсельных вилок.
35 изделий
=
=
Время такта
600 секунд
17 секунд/изделие
27.
Этапы балансировкиВажно! Балансировку
необходимо проводить только
после того, как из процесса
устранены потери
4
Сбалансированный
процесс
3
Узкие места
2
1
Время
выполнения
шагов
Время такта
Рассчитайте
время такта и
отметьте его
на графике
Определите
шаги,
являющиеся
«узкими
местами»
процесса
Перераспределите
функционал между
участниками
процесса
28.
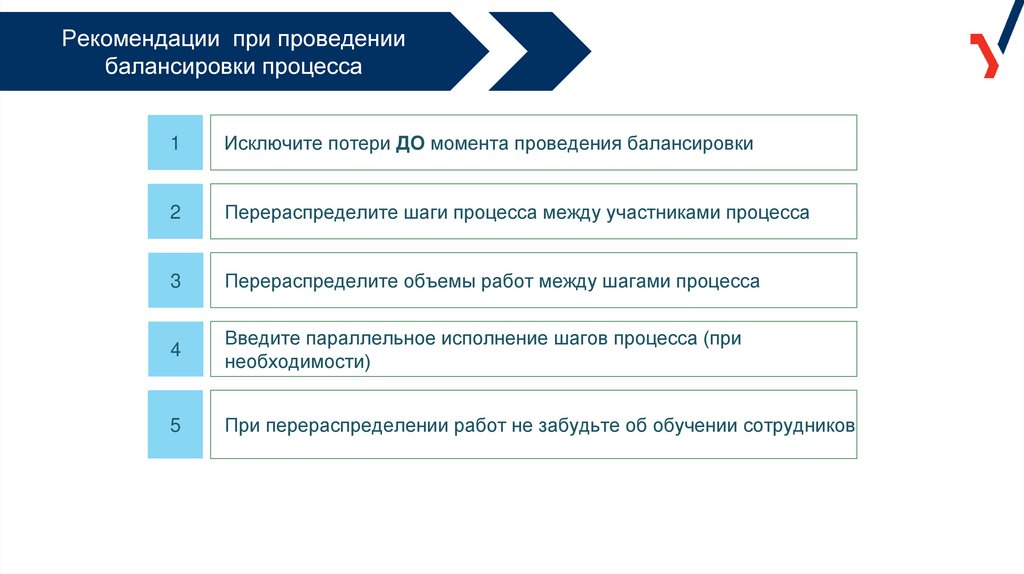
Рекомендации при проведениибалансировки процесса
1
Исключите потери ДО момента проведения балансировки
2
Перераспределите шаги процесса между участниками процесса
3
Перераспределите объемы работ между шагами процесса
4
Введите параллельное исполнение шагов процесса (при
необходимости)
5
При перераспределении работ не забудьте об обучении сотрудников
29.
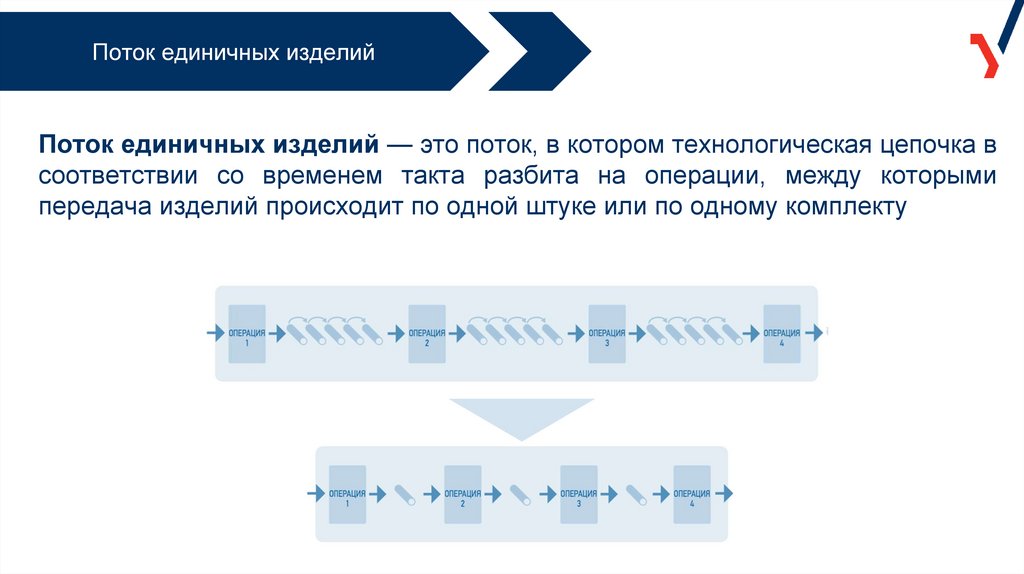
Поток единичных изделийПоток единичных изделий — это поток, в котором технологическая цепочка в
соответствии со временем такта разбита на операции, между которыми
передача изделий происходит по одной штуке или по одному комплекту